Bandsaw Blades
Bandsaw Blades offer efficient and robust material cutting in a wide range of applications, from woodworking to metalworking. Precision in every shop starts with a well-cut piece of stock.
Tooth form/pitch describes the spacing between a blade’s cutting teeth, and is an important factor that heavily affects the cutting performance of a bandsaw blade. With the correct tooth pitch, blades can cut quicker and more easily, dissipating greater amounts heat and ultimately improving tool life.
Constant tooth, also known as standard tooth blades, have a conventional tooth shape with evenly spaced teeth and deep gullets. These are suitable for general-purpose cutting, and generally more affordable than variable tooth blades, but typically operated with lower cutting speeds; overheating can more easily occur with the characteristically low relief angles and deep gullets.
Variable tooth blades have a unique tooth geometry with multiple, or variable pitches. These blades allow the teeth to contact the workpiece at different times, and can vary largely in gullet depth, set angle, and pitch, which can greatly reduce harmonic vibrations during a cut. This reduction of chatter largely improves tool life, cut accuracy and stability, and overall workpiece finish. Better than constant teeth blades in applications with round, or odd-shaped stock.
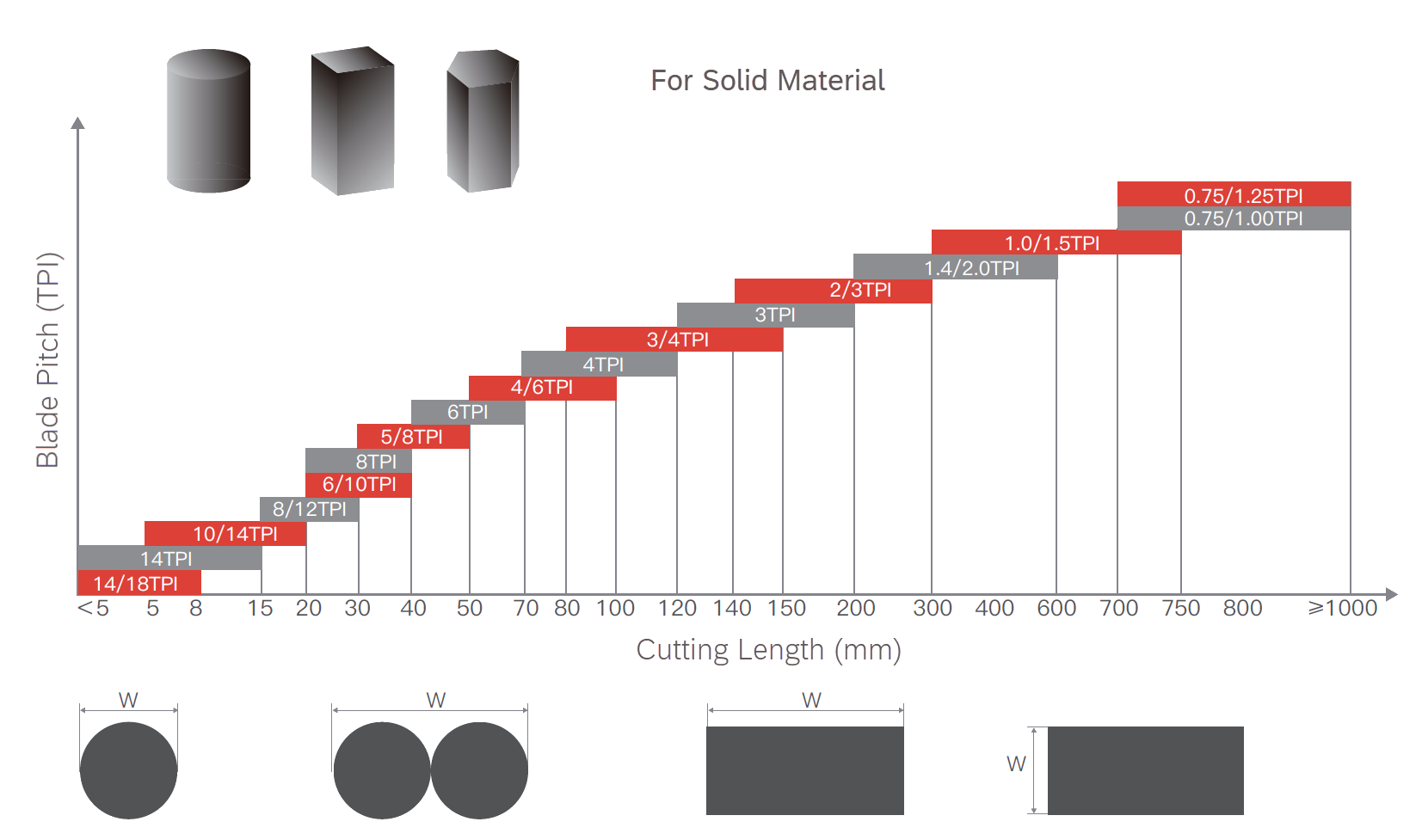
NOTE: A 3/4 TPI blade indicates sections of 3 teeth per inch (TPI), and 4 teeth per inch are alternating throughout the blade.
Blade material is categorized by the type of material used for the backing and teeth of the blade, largely determining cutting application.
Spring Steel blades are made from spring steel, which are a series of varying composition steels with low-alloy manganese content and very high yield strengths. Spring steel blades are typically the most affordable, and very sharp on the initial cut, but primarily designed to cut only wood and plastics in lower power saws. These are not recommended for high-volume production or cutting in harder materials.
Carbon Steel blades are made from solid carbon steel, and are perfect for general-purpose cutting in softer workpieces like aluminum, wood, plastics, and other non-ferrous materials. Offers better longevity and strength over spring steel blades, while still remaining relatively inexpensive. These are not recommended for high-volume production or cutting in harder materials.
Bi-Metal Steel blades are made from two metals—typically a strip of high-speed steel (HSS) teeth welded to a carbon steel backing—which results in a cost-effective blade with extremely hard and durable teeth. These blades are not initially as sharp as carbon steel blades, but retain their edge sharpness longer than most other blade materials, besides full carbide blades. These have become an industry standard due to their versatility, cost-effectiveness, and longevity; they are capable of retaining a sharp cutting edge in tougher materials like stainless steel and alloy steel, while still offering suitable performance in aluminum, wood, plastics, and other non-ferrous materials.
Carbide-Tooth blades are similar to bi-metal steel blades, except with a strip of tungsten carbide teeth brazed onto a backing material. These are the most expensive types of blades, and are initially the dullest, but provide greater tool life than bi-metal steel blades and offer exceptional, stable cutting performance in all material types, including stainless steel, alloy steel, cast iron, aluminum, wood, plastics, and other non-ferrous materials. Due to carbide’s natural wear and temperature-resistant properties, these blades perform the best in extremely hard and abrasive materials, and enable users to run their saws at higher speeds and feeds.
NOTE: A new bandsaw blade may break prematurely if not properly broken in. The blade must be engaged into a cut gradually before being subjected to the recommended feed rate.
The proper Teeth Per Inch (TPI) of a saw blade is determined by the thickness of material being cut. Selecting the correct TPI will maximizes the efficiency and tool life of a saw blade.
For Solid Bar material use the chart below as a guide:
For channel/tubing material use the chart below as a guide:
WALL THICKNESS S/mm | PIPE OUTER DIAMETER D/mm | |||||||||||||
| 15 | 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | 00 | >700 | |
| 2 | 14/18 | 14/18 | 14/18 | 10/14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 |
| 3 | 14/18 | 14/18 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 |
| 4 | 14/18 | 10/14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 |
| 5 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 6 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 |
| 8 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | ||
| 12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | ||
| 15 | 6/10 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | ||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | |||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | ||||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 1.4/2.0 | ||||||
| 75 | 2/3 | 2/3 | 2/3 | 1.4/2.0 | 1.4/2.0 | 1.4/2.0 | ||||||||
| 100 | 1.4/2.0 | 1.4/2.0 | 1.0/1.5 | 1.0/1.5 | ||||||||||
| 150 | 1.4/2.0 | 1.4/2.0 | 1.0/1.5 | 1.0/1.5 | ||||||||||
| 200 | 1.0/1.5 | 0.75/1.25 0.75/1.00 | 0.75/1.25 0.75/1.00 | |||||||||||
| 250 | 0.75/1.25 0.75/1.00 | 0.75/1.25 0.75/1.00 | ||||||||||||
| >300 | 0.75/1.25 0.75/1.00 | |||||||||||||
Other reminder: If multiple workpieces are bundled or sawed in bundles, the wall thickness of the workpieces shall be multiplied by 2 as the thickness of the wall thickness S, and then check against the table.
*Conversion: 25.4mm = 1.0in
Note: Recommended cutting speeds are available per material in the HAB-3232s built in data base. Recommended cutting feed is to use the AI mode on the HAB-3232.