CBN Turning Inserts
CBN (Polycrystalline Cubic Boron Nitride) is a cutting tool material created by sintering a mixture of cubic boron nitride and a special ceramic binder under ultra-high pressure and temperature, forming a substance nearly as hard as diamond, that is stable under high temperatures. This excellent hardness and thermal resistance make CBN ideal for high-speed, precise machining in hardened steels and cast irons. Machining with CBN produces excellent surface finishes, which can effectively replace the conventional grinding process.
- Excellent hardness and wear resistance for higher productivity when machining cast iron and heat-treated alloys
- Cost-effective alternative to diamond cutting tools
- Dimensional stability helps minimize scrap during high production
- Produces excellent surface finishes in hard materials
- Retains its cutting edge under high cutting temperatures and forces
- Excellent tool life, compared to non-coated inserts
Insert Styles
C-Style Inserts – 80° Rhombic
For external machining and facing. The large point angle is very rigid, and good for rough machining. This is the most commonly used insert.
D-Style Inserts – 55° Rhombic
The smaller point angle of this insert is more versatile for finishing and detail work, but it has less cutting-edge strength than other geometries
T-Style Inserts – 60° Triangle
For internal machining. The 60° cutting angle provides medium cutting-edge strength that allows for both ID roughing and finishing applications.
V-Style Inserts – 35° Rhombic
The smaller point angle of this insert is more versatile for finishing and detail work, but it has less cutting-edge strength than other geometries.
W-Style Inserts – 80° Trigon
This insert has 3 cutting edges per side. The 80° cutting angle provides high cutting-edge strength for roughing, but the depth of cut is limited by the short cutting edge.
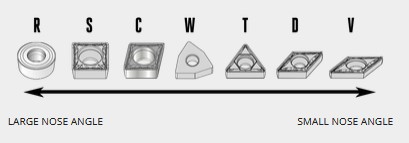
LARGE NOSE ANGLE
• Stronger cutting edge
• Higher cutting forces
• More vibration
• Higher feedrates
SMALL NOSE ANGLE
• Better access to features
• Lower cutting forces
• Weaker cutting edge
• Lower vibrations
Clamping Styles
* For multi-lock holders: Rotate the eccentric lock pin counterclockwise until the insert drops on, and then rotate the eccentric pin clockwise to secure the insert against the side of the holder. Install the top clamp to hold down the insert.
M – Multi-Lock System*
• For negative-style inserts
• Lock pin and top clamp provide rigid clamping
• Can use a wide variety of insert styles
P – Lever-Lock System
• For negative-style inserts
• Lock pin and top clamp provide rigid clamping
• Can use a wide variety of insert styles
S – Screw-On System
• For positive-style inserts
• Top clamping by screw for screw-on inserts
• Compact design for reliability
• Does not interfere with chip flow
D – Double-Clamp System
• For negative-style inserts
• Powerful single-lever screw clamping
• Spring design releases clamp automatically
• Optimized for chip flow
M – Multi-Lock System*
• For negative-style inserts
• Eccentric lock pin secures the insert against the side
• Top clamp provides rigid downward clamping
• Can use a wide variety of insert styles
S – Screw-On System
• For positive-style inserts
• Top clamping by screw for screw-on inserts
• Compact design for reliability
• Does not interfere with chip flow