Hogesnelheidstaal (HSS) schachtfrezen
Haas M2 (HM2)
Freesmachines uit de HM2-serie zijn middensnijdende, hogesnelheidstaal (HSS) schachtfrezen met 2 en 3 groeven voor het bewerken van aluminium en andere non-ferro-materialen. M2-hogesnelheidstaal, met molybdeen en wolfraam als belangrijkste elementen, biedt een uitstekende slijtvastheid en hardheid.
Heldere/ongecoate afwerking
HEPM en HEHM
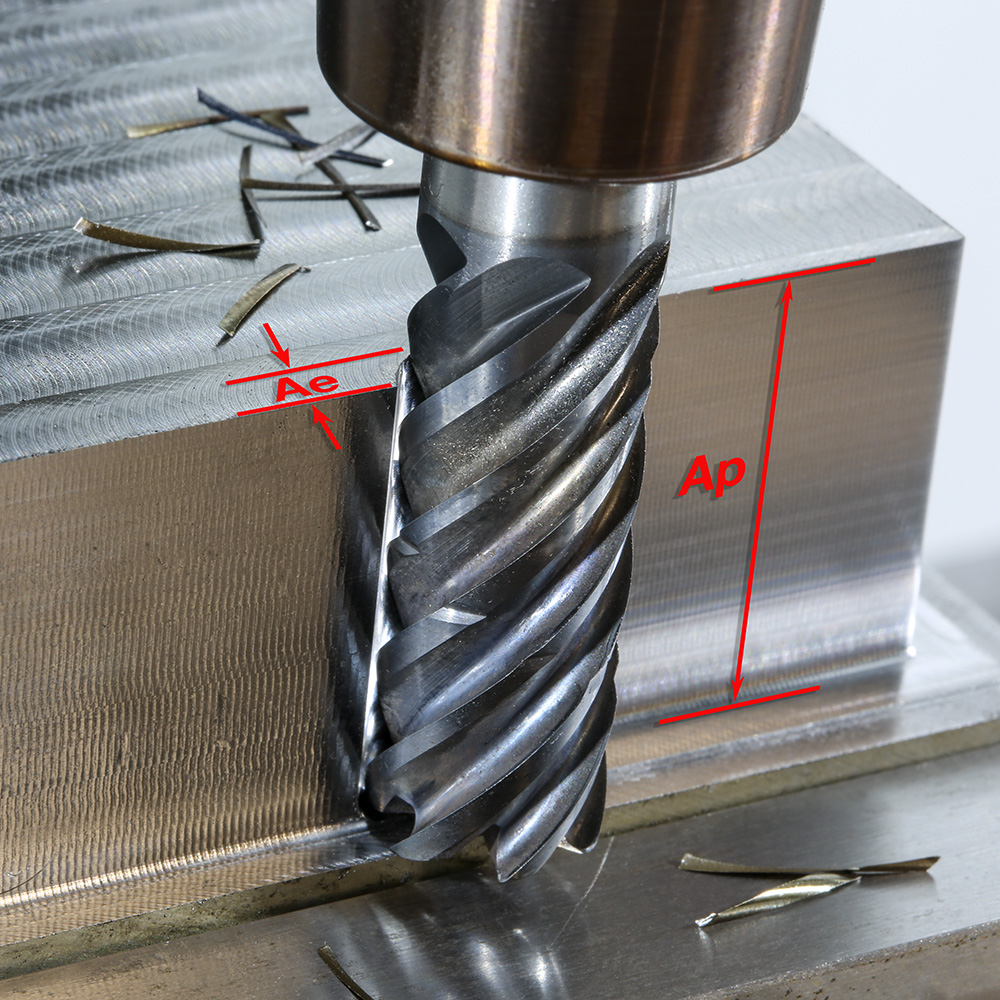
Spaansplitsers en voorbewerkingsfrezen
Wanneer u zakken bewerkt met een schachtfrees, is het niet ongebruikelijk dat er spanen in de zak terechtkomen die moeilijk te verwijderen zijn.
Mark bekijkt verschillende stijlen schachtfrezen die uw spanen in kleinere stukken snijden. Hierdoor komen ze een stuk gemakkelijker uit de zak, voordat uw schachtfrees beschadigd raakt door het opnieuw frezen van diezelfde spanen.
Vierkant
• De hoeken hebben een scherp, vierkant profiel
• Snijhoek van 90°
• Meest voorkomende hoektype
• Gebruikt voor steken, profileren en neergaand frezen
• Creëert vlakke bodems met rechte hoeken
Afschuining
• Hoeken hebben een afschuining van 45°
• Helpt de snijkrachten gelijkmatig te verdelen
• Voorkomt beschadiging van de schachtfrees
• Verlengt de levensduur van hoeken
• Creëert vlakke bodems met licht afgeschuinde hoeken
Radius
• Hoeken hebben een kleine radius
• Helpt de snijkrachten gelijkmatig te verdelen
• Voorkomt beschadiging van de schachtfrees
• Verlengt hoek
• Creëert vlakke bodems met licht afgeronde hoeken
2 groeven
Aanbevolen voor non-ferro-materialen. Schachtfrezen met 2 groeven zijn al lang de industriestandaard bij het frezen van aluminium en andere non-ferro-legeringen, waarbij spaanspeling belangrijk is voor een efficiënte materiaalverwijdering. De massieve dalen tussen de twee groeven zijn geschikt voor de grotere spanen die worden geproduceerd door hoge doorvoer-per-tand voedingssnelheden op zachtere materialen.
3 groeven
Aanbevolen voor non-ferro-materialen. Minder groeven zorgt voor een uitstekende verwijdering van spaan bij grotere spaanders en grotere snijdieptes. Ideaal voor aluminium in zware voorbewerkings- en nafreestoepassingen.
4 groeven
Aanbevolen voor ferro-materialen. Het geringe aantal groeven zorgt voor een uitstekende verwijdering van spaan bij voorbewerking en steken voor algemeen gebruik. Ideaal voor staal, roestvrij staal en gietijzer.
5 groeven
Aanbevolen voor ferro-materialen. Het grotere aantal groeven verhoogt de sterkte van het gereedschap, maar vermindert de snijdiepten. Ideaal voor nafrezen of zeer efficiënt frezen in staal, roestvrij staal, gietijzer en hardere materialen.
6 groeven
Aanbevolen voor ferro-materialen. Een hoog aantal groeven levert een dikkere kern op voor een grotere gereedschapssterkte en minder deflectie, terwijl de snelheid voor materiaal verwijderen toeneemt. Ideaal voor zeer efficiënt/hogesnelheidsfrezen in staal, roestvrij staal, gietijzer en hoge temperatuur legeringen