ER Collets & Chucks
Entdecken Sie ein umfassendes Sortiment an ER-Spannzangen und Spannfuttern für die Präzisionsbearbeitung. Unsere Auswahl umfasst ER-abgedichtete Spannzangen, Gewindebohrzangen, Spannzangen mit gerader Bohrung und schlüssellose NC-Bohrfutter mit geradem Schaft. Unsere auf Genauigkeit und Vielseitigkeit ausgelegten ER-Spannzangen und Spannfutter bieten eine sichere Werkzeughalterung, einen außergewöhnlich genauen Rundlauf und eine zuverlässige Leistung in verschiedenen Anwendungen.
ER Collets
ER Toolholders & Tool Chucks
ER-Spannzangen
Es ist kein Geheimnis, dass Werkzeuge bei der Bearbeitung die Präzision, Effizienz und allgemeine Produktivität beeinflussen – ganz gleich, ob Sie sich um Dreh-, Bohr- oder CNC-Fräsbearbeitungen kümmern. Bei Haas Tooling bieten wir eine große Auswahl an hochwertigen Werkzeuglösungen an, die entwickelt wurden, um Ihre Bearbeitungsleistung und Zuverlässigkeit optimal zu nutzen.
Von Universal-Spannzangen bis hin zu Spezial-Präzisionswerkzeugen hilft unsere Auswahl bei der Bearbeitung von Bearbeitungsvorgängen in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie, der Medizin und der allgemeinen Fertigung. Mit Haas Tooling können Mechaniker sicher konsistente, genaue und effiziente Ergebnisse erzielen.
Hochleistungs-Spannzangen für die Präzisionsbearbeitung
Spannzangen halten Schneidwerkzeuge während Hochgeschwindigkeitsoperationen sicher, und wenn Sie keine Rückschläge in der Produktion haben können, werden nur die besten Spannzangen dies tun. Haas Tooling bietet eine umfassende Auswahl an Spannzangen für die Präzisionsbearbeitung, um konsistente und genaue Ergebnisse von Auftrag zu Auftrag zu gewährleisten. Unsere Spannzangen umfassen beliebte Typen wie die ER-Spannzange, die für ihre Vielseitigkeit und Greifkraft bekannt ist. Unabhängig davon, ob Sie Hochgeschwindigkeitsfräsen oder Detail-Schlichten durchführen, die Spannzangen von Haas Tooling liefern eine konsistente Leistung.
Unsere ER-Spannzangenfutter bieten genaue und zuverlässige Werkzeughaltefähigkeiten, damit Ihre Schneidwerkzeuge während der Bearbeitungsvorgänge stabil und sicher bleiben. Diese CNC-Spannzangen sind ideal für verschiedene Bearbeitungsanwendungen, vom allgemeinen Schruppen bis zum Präzisionsschlichten. Wir stellen sicher, dass jede Spannzange strenge Qualitätsstandards erfüllt und eine überlegene Rundlaufgenauigkeit und minimale Unrundheit bietet, um konsistente Bearbeitungsergebnisse zu gewährleisten. Durch die Investition in hochwertige Spannzangen von Haas Tooling können Sie die Bearbeitungsgenauigkeit verbessern, den Werkzeugverschleiß reduzieren und die Werkzeugstandzeit verlängern.
Spannzangen und Werkzeughalterungen für
fræser
Fräsen
fræserSpannzangen sind speziell für Betriebe geeignet, bei denen Stabilität, Genauigkeit und Haltbarkeit nicht verhandelbar sind. Die Spannzangen von Haas Tooling sind präzisionsgefertigt, um die anspruchsvollen Bedingungen von Fräsprozessen zu erfüllen, damit Ihre Werkzeuge auch bei hohen Bearbeitungslasten sicher gehalten werden. Diese Spannzangen sind in verschiedenen Größen und Konfigurationen erhältlich, passen für eine Vielzahl von Werkzeugen und ermöglichen einen schnellen Werkzeugwechsel.
Zusätzlich zu den Standard-CNC-Spannzangen bietet Haas Tooling fortschrittliche Werkzeughalterungslösungen, einschließlich anwendungsspezifischer Spannzangen und ER-Spannzangensysteme, die entwickelt wurden, um die opsætning- und -Performance zu optimieren. Mit der umfassenden Werkzeugpalette von Haas Tooling können Sie Bearbeitungsaufgaben so effizient und genau wie möglich angehen.
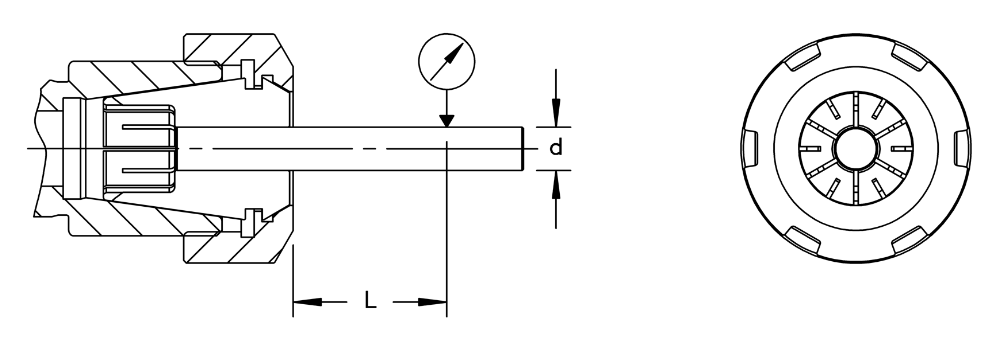
UNRUNDHEITSTOLERANZ VON ER-SPANNZANGEN
DIN ISO 15488 legt die Abmessungen, Werkstoffe und Herstellungsanforderungen sowie die Bezeichnung von Spannzangen (Form A oder Form B) für Werkzeuge mit zylindrischem Schaft und die dazugehörigen Halter und Muttern fest. Alle Haas ER Spannzangen werden so hergestellt, dass sie diese Anforderungen erfüllen oder übertreffen.
- Form A: 6 bis 8 Schlitze.
- Form B: 12 bis 16 Schlitze.
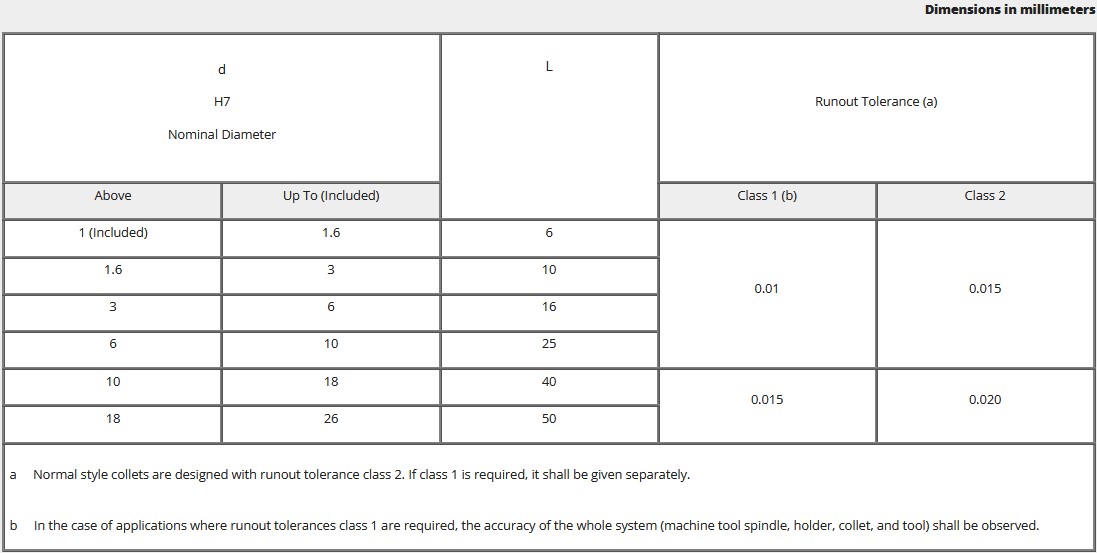
Dieser internationale Standard legt auch die Toleranzen für die Unrundheit von Spannzangen fest. Diese Toleranzen werden wie in der folgenden Abbildung gezeigt durch Einlegen eines Prüfdorns in die Spannzange überprüft. Der Durchmesser des Prüfdorns ist der Nenndurchmesser der Spannzange.
Für den Prüfdorn gelten folgende technische Daten:
a) Durchmessertoleranz: h6;
b) Zylindrizität: 0,002 mm;
c) Parallelität: 0,002 mm;
d) Rundheit: 0,002 mm;
e) Oberfläche ohne Längsmarkierungen;
f) maximale Oberflächenrauheit Rz = 4 μm;
g) Oberflächenhärte: (58 +3/-0) HRC.
ÜBERBLICK ER SPANNZANGENFUTTER
ER Spannzangenfutter – Merkmale
- Leistungsstarkes Spannen, hohe Präzision und einfache Bedienung
- Stabile, präzise Bearbeitung bei hohen Geschwindigkeiten
- Das Design der Mutter mit kleiner Bohrung minimiert die Interferenz mit dem Werkstück und beschleunigt den Betrieb
- Je nach Anwendung können verschiedene Muttern verwendet werden
- Doppelkegelspannzangen verfügen über einen längeren Einspannbereich für ein hervorragendes Einspannmoment
Hohlkegelschaft (HSK) Werkzeughalter – Vorteile
- Doppelkontakt-Kegel mit hoher Steifigkeit und Genauigkeit
- Steifere Werkzeughalter für Werkzeuge mit großer Reichweite
- Leistungssteigerung bei der 3D-Profilierungs
- Leistungssteigerung beim Einsatz kleinerer Schneidwerkzeuge
STARKES EINSPANNMOMENT
- Der längere Einspannbereich der Doppelkegelspannzange bietet eine höhere Spannkraft und ein höheres übertragbares Drehmoment
- Zusätzliches Einspannmoment kann durch Verwendung einer Kugellagermutter erreicht werden
EINFACHE MONTAGE UND DEMONTAGE
STANDARD ER SPANNZANGENDREHMOMENT – TECHNISCHE DATEN
Grundlagen zu ER-Spannzangen. Schon gewusst?
ER-Spannzangen für gerade Bohrung – Merkmale
HINWEIS: Diese Spannzangen haben einen Spannbereich. Verwenden Sie die engste Spannzange, die für jeden beliebigen Werkzeugschaft verfügbar ist, um den größten Werkzeug-zu-Spannzangen-Kontaktbereich bereitzustellen und gleichzeitig die Unrundheit zu minimieren.
Bei einem Werkzeug mit Ø 12,2 mm darf keine Spannzange mit Ø 12-11 mm verwendet werden. Verwenden Sie stattdessen eine Spannhülse mit Ø 12,5 mm – 11,5 mm. Für allgemeine Schneidanwendungen ist eine Spannzange mit Ø 13-12 mm geeignet.
- Kann zur Aufnahme von Rundschaftwerkzeugen aller Art verwendet werden
- Flexibilität zum Spannen einer breiten Palette an Werkzeugschäften
- Hohe Genauigkeit und Rundlaufgenauigkeit
ER8: 0,5 – 5 mm
0,012 – 0,187"
ER11: 0,5 – 8 mm
0,043 – 0,281"
ER16: 0,5 – 10 mm
0,043 – 0,375”
ER20: 0,5–12 mm
0,043 – 0,5”
ER25: 1 – 16 mm
0,086 – 0,625”
ER32: 2 – 20 mm
0,086 – 0,781”
ER40: 2 – 26 mm
0,086 – 1”
Abgedichtete ER-Spannzangen – Merkmale
HINWEIS: Der Lochdurchmesser der Spannzange entspricht genau dem Durchmesser des Werkzeugschafts. Diese Spannzangen besitzen keinen Spannbereich.
- Passend für alle ER-Spannzangenfutterhalter von Haas
- Gewährleistet, dass 100 % des Kühlmittels durch das Werkzeug/die Spindel bis zur Spitze des Schneidwerkzeugs gelangt
- Zugelassen für Hochdruck-Kühlmittelzuführung mit 1100 psi
- Kurze hintere Spannzangenschlitze sorgen für eine mechanische Abdichtung und blockieren den Kühlmittelfluss.
- Die Ausführung mit mechanischer Abdichtung ist silikon-/gummiversiegelten Spannzangen überlegen.
- Ein Kühlmittelring oder eine spezielle ER-Mutter ist nicht erforderlich.
- Zur vollständigen Abdichtung muss sich der gesamte Werkzeugschaft in der Spannzange befinden und alle Nuten abdecken
ER-Spannzangen für Gewindebohrer – Merkmale
HINWEIS: Der Lochdurchmesser der Spannzange entspricht genau dem Durchmesser des Werkzeugschafts. Diese Spannzangen besitzen keinen Spannbereich.
- Die Spannzangenbohrung entspricht genau dem Werkzeugdurchmesser, mit Vierkantantrieb
- Spezielles Design verriegelt flache Gewindebohrschäfte in der Spannzange
- Bietet maximale Rundlaufgenauigkeit mit positiver Antriebskraft
- Reduziert die Anforderungen an die Abstände beim Gewindebohren