Insertos de torneado de cermet
Los insertos de torneado de cermet son una mejora para nuestros insertos de torneado generales, diseñados específicamente para el acabado a alta velocidad. Cermet es un compuesto de partículas compuesto de partículas cerámicas que están unidas a una matriz metálica, mostrando una alta resistencia al desgaste en comparación con el carburo o el acero convencional de alta velocidad (HSS). Estos insertos con recubrimiento de PVD permiten velocidades de corte mayores, con menor deterioro y desgaste, que nuestros insertos de carburo CVD, durante un corte ininterrumpido.
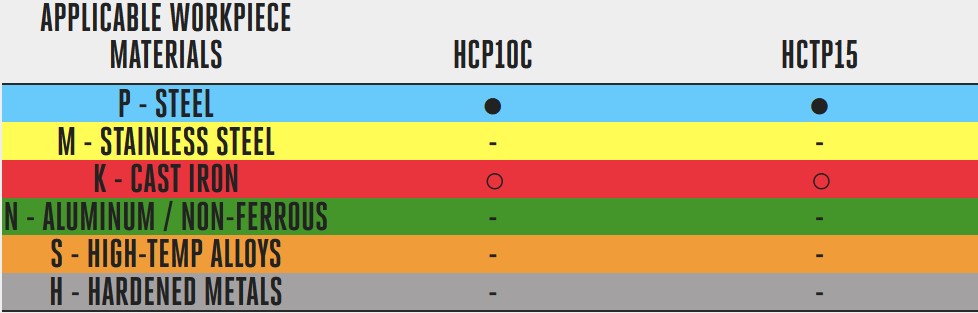
El grado cermet revestido HCP10C fue diseñado para mejorar la estabilidad en aplicaciones de torneado continuo a altas velocidades y bajas profundidades de corte. Se ha mejorado drásticamente la resistencia al desgaste y se evita en gran parte el desgaste de cráter de la superficie de incidencia del inserto durante el mecanizado continuo del acero al carbono y el acero aleado. La capa de revestimiento PVD, altamente lubricable, ofrece una mayor vida útil de la herramienta.
El grado cermet revestido HCTP15 es un substrato de cermet mejorado con un recubrimiento de PVD extremadamente duro y resbaladizo que mejora el HCP10C, produciendo mejores acabado superficial y proporcionando una mayor estabilidad de corte. La microestructura de alta tenacidad es altamente resistente al desgaste, con alta resistencia a la soldadura y al astillamiento, especialmente en aplicaciones de acero.
APLICACIONES:
- Corte continuo de aceros al carbono, aceros aleados y fundición gris
- Torneado de acabado y alta velocidad
VENTAJAS:
- El sustrato cermet de micrograno uniforme resiste la formación de virutas y de grietas debido a la temperatura
- El revestimiento de PVD proporciona alta resistencia, lubricidad y resistencia al desgaste
- Filos de corte optimizados que mejoran el acabado de la superficie
- Estabilidad de corte mejorada a altas velocidades y al finalizar, para una larga vida útil de la herramienta
Grados de inserto Cermet
Insertos de torneado
Muchas variables influyen en la elección del inserto correcto para sus operaciones de torneado: forma de inserto, geometría, calidad y mucho más. El objetivo es seleccionar un inserto que satisfaga sus requisitos de calidad y rendimiento, a la vez que ofrece un buen control de las virutas y una combinación razonable de resistencia al desgaste y dureza.
Elija el estilo de inserto (forma y tamaño) según las características de la pieza y la profundidad de corte deseada. Un radio de nariz más grande es más resistente, pero requiere más potencia de la máquina y aumenta la tendencia de vibración. Un radio de punta más pequeño aumenta el acceso a características de pieza fina, pero tiene un filo de corte más débil.
Elija el rompevirutas (geometría) según la operación de mecanizado seleccionada: acabado, medio o desbaste. El desbaste con altas profundidades de corte y velocidades de avance requiere un inserto con un filo de corte más resistente.
Las operaciones de acabado con profundidades de corte ligeras y velocidades de corte inferiores producen menores fuerzas de corte, así que la resistencia del filo de corte no es tan importante. Las operaciones de torneado medio, con una amplia gama de profundidades de corte y velocidades de avance, requieren una geometría más versátil.
Elija el grado de inserto (recubrimientos) según el tipo de material que se corta, la operación de mecanizado concreta (acabado, medio, desbaste) y las condiciones de corte (suave, con interrupción ligera o interrupción intensa). El grado del inserto y el rompevirutas se complementan entre sí para proporcionar características de rendimiento específicas. Un grado más duro puede compensar un filo de corte con menor resistencia, mientras que un grado más resistente al desgaste puede prolongar la vida útil de la herramienta en un filo más resistente.
Rompevirutas
HAL
Para un mecanizado asequible de aluminio, metales no ferrosos y plásticos. Los bordes de corte extremadamente afilados dan como resultado unos acabados óptimos de la pieza con bajas fuerzas de corte y virutas cortas.
HFS
Para operaciones de torneado de acabado. Periferia afilada con filo de corte positivo, ideal para aleación de alta temperatura. Filo microacabado en la periferia afilada que añade solo un ligero pulido para mejorar la integridad del filo y la fiabilidad.
HMP
Para operaciones de torneado medio y de desbaste, con reducción de fuerzas de corte y mayor control de virutas para altas velocidades de avance. Apto para altas tasas de retirada de metal y aplicaciones de husillo.
HMU
Para operaciones de torneado medio. Una geometría media universal con acción de corte suave gracias a su perfil positivo. Gama de aplicaciones versátiles adecuada para operaciones de mandrinado y torneado de componentes inestables.
HUM
Para operaciones de torneado medio, con un rompevirutas de corte suave. Se usa en aplicaciones que producen varias secciones de virutas, como perfilado o torneado de copia. Buena precisión dimensional. Para materiales de acero suave y aceros inoxidables.
AL
Para operaciones de acabado a torneado medio. Alto ángulo de desprendimiento y un filo de corte de baja resistencia para una mayor vida útil de la herramienta en el corte continuo de aluminio, metales no ferrosos y plásticos.
HFF
Para operaciones de torneado de acabado, que produce superficies suaves y precisas. Excelente control de virutas, en especial a profundidades de corte bajas.
HMA
Para operaciones de torneado de acabado a desbaste. Geometría HKR para mecanizado de hierro fundido.
HMR
Para operaciones de torneado-desbaste medio. Excelente opción para los aceros, el titanio con alto nivel de aleación difícil de mecanizar y materiales de aluminio. Alta resistencia para tratar con la deformación de virutas intensa.
HRH
Para operaciones de torneado de medio a desbaste. Control excepcional de virutas. Resistencia de filo alta para cortes interrumpidos, piel forjada o escala. El preferido para todo hierro fundido, como el gris, maleable y nodular.
HUR
Para operaciones de torneado de desbaste. Forma de virutas y flujo de refrigerante mejorados para una mayor vida útil de la herramienta. Geometría positiva que reduce las fuerzas de corte y mejora la resistencia de creación de hendiduras en corte profundo. Apto para acero inoxidable y mecanizado suave de acero.
HSF
Para operaciones de torneado duro de acabado. Excelente control de virutas con una estructura de punta antivibración única. Buena precisión dimensional. Es excelente en el corte de materiales de alta resistencia entre 40-62 HRC.
HFP
Para operaciones de acabado y torneado medio, con control óptimo de virutas en una amplia gama de condiciones de corte y materiales de piezas de trabajo.
HML
Para operaciones de acabado y torneado medio, con un filo de corte negativo y estable.
HMS
Para operaciones de torneado medio. Se utiliza principalmente con materiales de alta temperatura. Usa una preparación microterminada para aumentar la dureza del filo.
HUF
Para operaciones de torneado de acabado, con un filo de corte positivo para menores fuerzas de corte y una calidad superficial excelente.
HM
Para operaciones de torneado medio. Excelente control de virutas en varias condiciones para una mayor productividad. El bisel variable reduce las cargas de corte a altas velocidades y avances, lo que facilita una vida útil estable de la herramienta.
Rompevirutas Cermet
HVB
Para operaciones de torneado de acabado. Excelente control y recogida de virutas con varias profundidades de corte, especialmente en copiado y mecanizado interno. Vida útil superior de la herramienta gracias a un diseño de filo mejorado y baja resistencia al corte.
HVL
Para operaciones de torneado de acabado. Control de virutas mejorado en materiales duros y menor carga en el corte en aplicaciones externas, de refrentado y de copia. Filo de corte predecible y estable para un acabado de la superficie excelente.
Grados de inserto
Elija el grado que mejor se ajusta a su aplicación y material de pieza de trabajo.
Descodificación de los grados de Haas: HTP15
MARCA | H | Haas
APLICACIONES | T | Torneado
MATERIAL DE PIEZA DE TRABAJO PRINCIPAL
P
P – acero
M - Acero inoxidable
K – Hierro fundido
N – No ferroso
S - Aleaciones de alta temperatura
H – Materiales endurecidos
U – Mecanizado universal
GAMA DE APLICACIONES
15
10: sin interrupción
15: interrupción ligera
20: interrupción media
25: interrupción media
35: interrupción intensa
SUPERFICIE LISA
Corte suave pre-torneado
SUPERFICIE MEDIA Y DE DESBASTE
Interrupción ligera
SUPERFICIE DE DESBASTE
Interrupción intensa









Grados de inserto CCET



Estilos de amarre
M – Sistema multibloqueo*
• Para insertos de estilo negativo
• Pasador de bloqueo y abrazadera superior que ofrecen una fijación rígida
• Puede usar una amplia gama de estilos de inserto
P – Sistema de bloqueo de palanca
• Para insertos de estilo negativo
• Pasador de bloqueo y abrazadera superior que ofrecen una fijación rígida
• Puede usar una amplia gama de estilos de inserto
S – Sistema de atornillado
• Para insertos de estilo positivo
• Abrazadera superior por tornillo para insertos de atornillar
• Diseño compacto que da fiabilidad
• No interfiere con el flujo de virutas
D – Sistema de doble abrazadera
• Para insertos de estilo negativo
• Potente sujeción con tornillo de una palanca
• El diseño de resorte suelta la abrazadera automáticamente
• Optimizado para flujo de virutas
M – Sistema multibloqueo*
• Para insertos de estilo negativo
• Un pasador de bloqueo excéntrico fija el inserto contra el lateral
• Una abrazadera superior proporciona un amarre descendente rígido
• Puede usar una amplia gama de estilos de inserto
S – Sistema de atornillado
• Para insertos de estilo positivo
• Abrazadera superior por tornillo para insertos de atornillar
• Diseño compacto que da fiabilidad
• No interfiere con el flujo de virutas
Descripción general de los insertos de torneado