TOLERANCIA DE DESCENTRADO DE LAS PINZAS ER
DIN ISO 15488 especifica las dimensiones, los materiales y los requisitos de fabricación, y la designación de pinzas (de forma A o de forma B) para herramientas con mangos cilíndricos y sus correspondientes soportes y tuercas. Todas las pinzas Haas ER se fabrican para cumplir o superar estos requisitos.
- Forma A: de 6 a 8 ranuras.
- Forma B: de 12 a 16 ranuras.
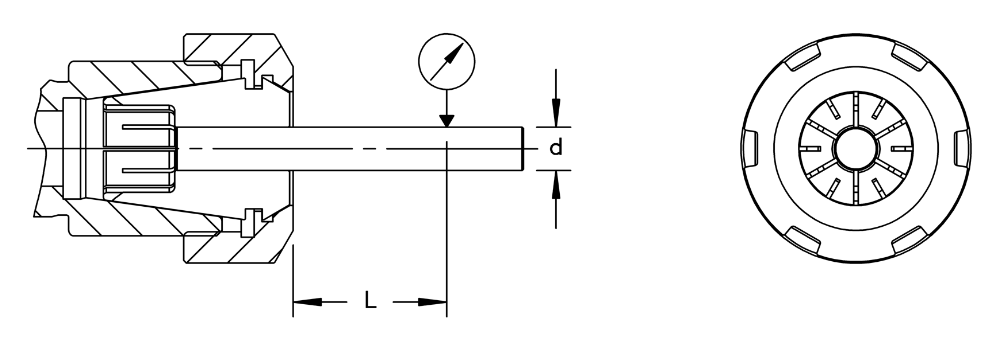
Esta norma internacional también especifica las tolerancias de descentrado de la pinza. Estas tolerancias se comprueban tal y como se muestra en la figura siguiente, mediante la introducción de un mandril de prueba en la pinza. El diámetro del mandril de prueba es el diámetro nominal de la pinza.
Para el mandril de prueba, se aplican las siguientes especificaciones:
a) tolerancia de diámetro: h6;
b) cilindricidad: 0,002 mm;
c) paralelismo: 0,002 mm;
d) redondez: 0,002 mm;
e) superficie sin marcas longitudinales;
f) rugosidad máxima de la superficie Rz = 4 μm;
g) dureza de la superficie: (58 +3/-0) HRC.
Fundamentos sobre la pinza ER ¿Sabía que…?
Pinzas de diámetro recto ER – Características
NOTA: estas pinzas tienen rango de sujeción. Utilice la pinza más estrecha disponible para cualquier mango de herramienta dado para proporcionar el mayor área de contacto de herramienta a pinza a la vez que se reduce el descentrado.
En caso de una herramienta de Ø12,2 mm, no use una pinza de Ø12–11 mm. En vez de eso, use una pinza de Ø12,5–11,5 mm. Para aplicaciones de corte generales, puede usarse una pinza de Ø13–12 mm.
- Puede usarse para retener cualquier tipo de herramienta de mango redondo
- Flexibilidad para amarrar una amplia gama de mangos de herramienta
- Alta precisión y concentricidad
ER8: 0,5 – 5 mm
0,012 – 0,187"
ER11: 0,5 – 8 mm
0,043 – 0,281"
ER16: 0,5 – 10 mm
0,043 – 0,375”
ER20: 0,5 – 12 mm
0,043 – 0,5”
ER25: 1 – 16 mm
0,086 – 0,625”
ER32: 2 – 20 mm
0,086 – 0,781”
ER40: 2 – 26 mm
0,086 – 1”
Pinzas selladas ER – Características
NOTA: La perforación de la pinza es el diámetro exacto del mango de la herramienta. Estas pinzas no tienen rango de amarre.
- Se adapta a todos los soportes de pinzas de sujeción ER de Haas
- Se asegura de que el 100 % del refrigerante a través de la herramienta/husillo llegue a la punta de la herramienta de corte
- Aprobado para refrigerante de alta presión a 1100 psi
- Las ranuras de pinzas traseras cortas proporcionan una junta mecánica, bloqueando el flujo de refrigerante
- El diseño de sellos mecánicos es superior al de las pinzas selladas con caucho/silicona
- No requieren un anillo de refrigeración ni una tuerca ER especial
- Para un sellado adecuado, todo el mango de herramienta debe estar en la pinza y cubrir todas las ranuras
Pinzas de rosca ER – Características
NOTA: La perforación de la pinza es el diámetro exacto del mango de la herramienta. Estas pinzas no tienen rango de amarre.
- El diámetro de la pinza es el diámetro de la herramienta exacto, con accionador cuadrado
- Un diseño especial bloquea los mangos de rosca de cara plana en la pinza
- Proporciona la máxima concentricidad, con una fuerza impulsora positiva
- Reduce los requisitos de holgura de roscado
ER Collets
ER Straight-Bore Collets – Features
NOTE: These collets have a clamping range. Use the tightest collet available for any given tool shank, to provide the greatest tool-to-collet contact area while minimizing runout.
In the case of a Ø12.2 mm tool, do not use a Ø12–11 mm collet. Instead, use a Ø12.5–11.5 mm collet. For general cutting applications, a Ø13–12 mm collet is usable.
- Can be used to hold any type of round shank tool
- Flexibility to clamp a wide range of tool shanks
- High accuracy and concentricity
Clamping Range:
ER8: 0.5 – 5mm
0.012 – 0.187"
ER11: 0.5 – 8mm
0.043 – 0.281"
ER16: 0.5 – 10mm
0.043 – 0.375”
ER20: 0.5 – 12mm
0.043 – 0.5”
ER25: 1 – 16mm
0.086 – 0.625”
ER32: 2 – 20mm
0.086 – 0.781”
ER40: 2 – 26mm
0.086 – 1”
ER Sealed Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Fits all Haas ER collet chuck holders
- Ensures 100% of through-tool/spindle coolant gets to the tip of the cutting tool
- Approved for high-pressure coolant to 1100 psi
- Short rear collet slots provide a mechanical seal, blocking coolant flow
- Mechanical seal design is superior to silicone/rubber sealed collets
- Do not require a coolant ring or special ER nut
- To seal properly, the entire tool shank must be in the collet and cover all slots
ER Tap Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Collet bore is the exact tool diameter, with a square drive
- Special design locks flat-sided tap shanks into the collet
- Provides maximum concentricity, with positive driving force
- Reduces tapping clearance requirements
ER COLLETS RUNOUT TOLERANCE
DIN ISO 15488 specifies the dimensions, materials and manufacturing requirements, and designation of collets (of form A or of form B) for tools with cylindrical shanks and their corresponding holders and nuts. All Haas ER collets are manufactured to meet or exceed these requirements.
- Form A: 6 to 8 slots.
- Form B: 12 to 16 slots.
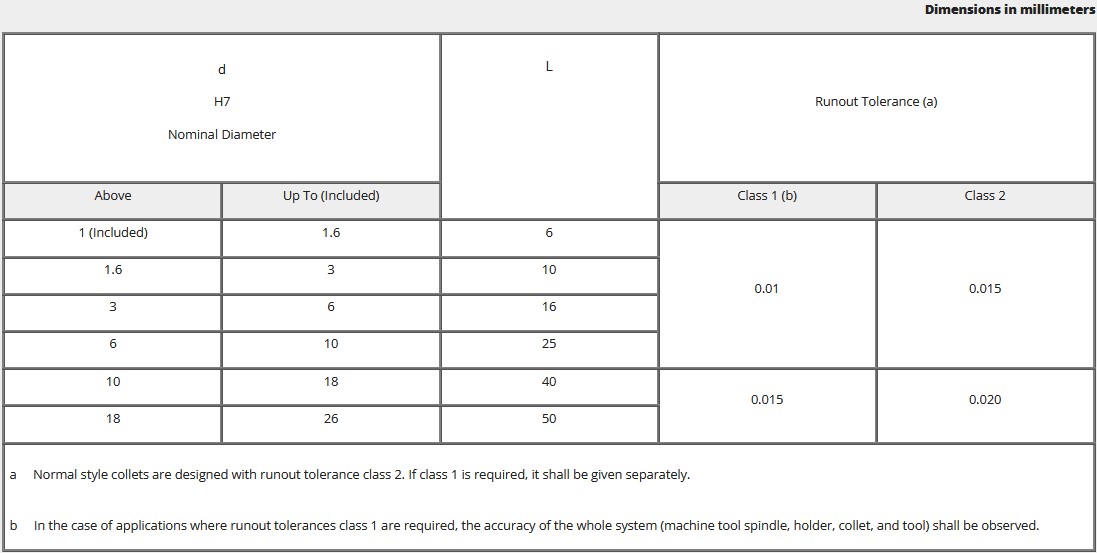
This International Standard also specifies collet runout tolerances. These tolerances are checked as is shown in the figure below, by the introduction of a test mandrel into the collet. The diameter of the test mandrel is the nominal diameter of the collet.
For the test mandrel, the following specifications apply:
a) diameter tolerance: h6;
b) cylindricity: 0.002mm;
c) parallelism: 0.002mm;
d) roundness: 0.002mm;
e) surface without longitudinal marks;
f) maximum surface roughness Rz = 4µm;
g) surface hardness: (58 +3/-0) HRC.