TOLÉRANCE DE FAUX-ROND DES PINCES ER
DIN ISO 15488 spécifie les dimensions, les matériaux et les exigences de fabrication, ainsi que la désignation des pinces (de forme A ou de forme B) pour les outils à tiges cylindriques et leurs supports et écrous correspondants. Toutes les pinces de serrage ER de Haas sont fabriquées pour répondre à ces exigences, voire les dépasser.
- Forme A : 6 à 8 rainures.
- Forme B : 12 à 16 rainures.
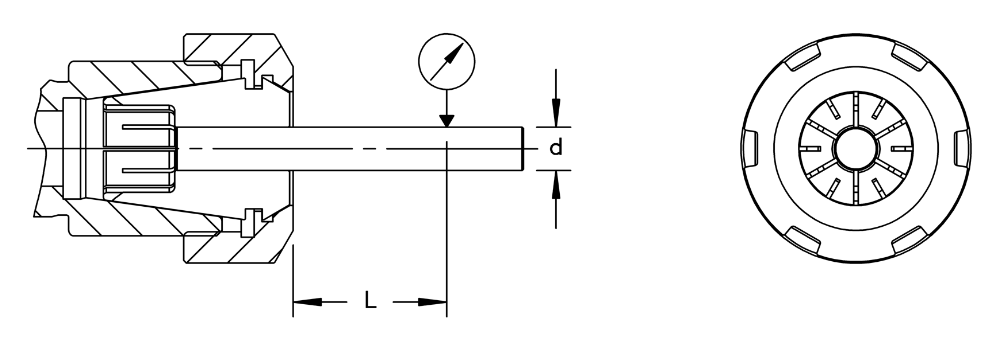
Cette norme internationale spécifie également les tolérances de faux-rond de la pince. Ces tolérances sont vérifiées comme le montre la figure ci-dessous, par l’introduction d’un mandrin d’essai dans la pince. Le diamètre du mandrin d’essai est le diamètre nominal de la pince.
Pour le mandrin de test, les spécifications suivantes s’appliquent :
a) tolérance de diamètre : h6 ;
b) cylindrique : 0,002 mm ;
c) parallélisme : 0,002 mm ;
d) circularité : 0,002 mm ;
e) surface sans marques longitudinales ;
f) rugosité de surface maximale Rz = 4 μm ;
g) dureté de surface : (58 +3/-0) HRC.
Fondamentaux en matière de pince ER. Le saviez-vous ?
Pinces à alésage droit ER – Caractéristiques
OBSERVATION : ces pinces ont une plage de serrage. Utilisez la pince la plus serrée disponible de la tige d’outil pour fournir la plus grande zone de contact outil-pince tout en réduisant le faux-rond.
Dans le cas d’un outil de Ø12,2 mm, ne pas utiliser une pince de serrage de Ø12–11 mm. Utilisez plutôt une pince de serrage de Ø12,5–11,5 mm. Pour les applications de coupe générales, une pince de serrage de Ø13–12 mm est utilisée.
- Peut être utilisé pour tenir n’importe quel type d’outil à tige ronde.
- Dotée d’une flexibilité pour serrer une large gamme d’outils à tige.
- De haute précision et concentricité
ER8 : 0,5 à 5 mm
0,012 – 0,187"
ER11 : 0,5 à 8 mm
0,043 – 0,281"
ER16 : 0,5 à 10 mm
0,043 – 0,375"
ER20 : 0,5 à 12 mm
0,043 – 0,5"
ER25 : 1 à 16 mm
0,086 – 0,625"
ER32 : 2 à 20 mm
0,086 – 0,781"
ER40 : 2 à 26 mm
0,086 – 1"
Pinces étanches ER – Caractéristiques
REMARQUE : L’alésage des pinces est du diamètre exact de la tige de l’outil. Ces pinces n’ont pas de plage de serrage.
- S’adaptent à tous les supports de mandrins à pinces ER de Haas
- S’assurent que la totalité du liquide de coupe de l’outil/broche atteint la pointe de l’outil coupant
- Approuvé pour le liquide de coupe haute pression jusqu’à 1 100 psi
- Les fentes de pince de serrage constituent un joint mécanique qui bloque l’écoulement du liquide de coupe
- La conception du joint d’étanchéité mécanique est supérieure à celle des pinces étanches en silicone/caoutchouc
- Ne nécessitent pas d’anneau d’arrosage ou d’écrou ER spécial
- Pour une étanchéité correcte, la totalité de la tige d’outil doit se trouver dans la pince et couvrir toutes les rainures
Pinces de taraudage ER – Caractéristiques
REMARQUE : L’alésage des pinces est du diamètre exact de la tige de l’outil. Ces pinces n’ont pas de plage de serrage.
- L’alésage de la pince de serrage correspond au diamètre exact de l’outil, avec une transmission carrée.
- Une conception spéciale permet de bloquer les tiges de taraud à côté plat dans la pince de serrage.
- Assure une concentricité maximale, avec une force de transmission positive.
- Réduit les exigences en matière de jeu de taraudage
ER Collets
ER Straight-Bore Collets – Features
NOTE: These collets have a clamping range. Use the tightest collet available for any given tool shank, to provide the greatest tool-to-collet contact area while minimizing runout.
In the case of a Ø12.2 mm tool, do not use a Ø12–11 mm collet. Instead, use a Ø12.5–11.5 mm collet. For general cutting applications, a Ø13–12 mm collet is usable.
- Can be used to hold any type of round shank tool
- Flexibility to clamp a wide range of tool shanks
- High accuracy and concentricity
Clamping Range:
ER8: 0.5 – 5mm
0.012 – 0.187"
ER11: 0.5 – 8mm
0.043 – 0.281"
ER16: 0.5 – 10mm
0.043 – 0.375”
ER20: 0.5 – 12mm
0.043 – 0.5”
ER25: 1 – 16mm
0.086 – 0.625”
ER32: 2 – 20mm
0.086 – 0.781”
ER40: 2 – 26mm
0.086 – 1”
ER Sealed Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Fits all Haas ER collet chuck holders
- Ensures 100% of through-tool/spindle coolant gets to the tip of the cutting tool
- Approved for high-pressure coolant to 1100 psi
- Short rear collet slots provide a mechanical seal, blocking coolant flow
- Mechanical seal design is superior to silicone/rubber sealed collets
- Do not require a coolant ring or special ER nut
- To seal properly, the entire tool shank must be in the collet and cover all slots
ER Tap Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Collet bore is the exact tool diameter, with a square drive
- Special design locks flat-sided tap shanks into the collet
- Provides maximum concentricity, with positive driving force
- Reduces tapping clearance requirements
ER COLLETS RUNOUT TOLERANCE
DIN ISO 15488 specifies the dimensions, materials and manufacturing requirements, and designation of collets (of form A or of form B) for tools with cylindrical shanks and their corresponding holders and nuts. All Haas ER collets are manufactured to meet or exceed these requirements.
- Form A: 6 to 8 slots.
- Form B: 12 to 16 slots.
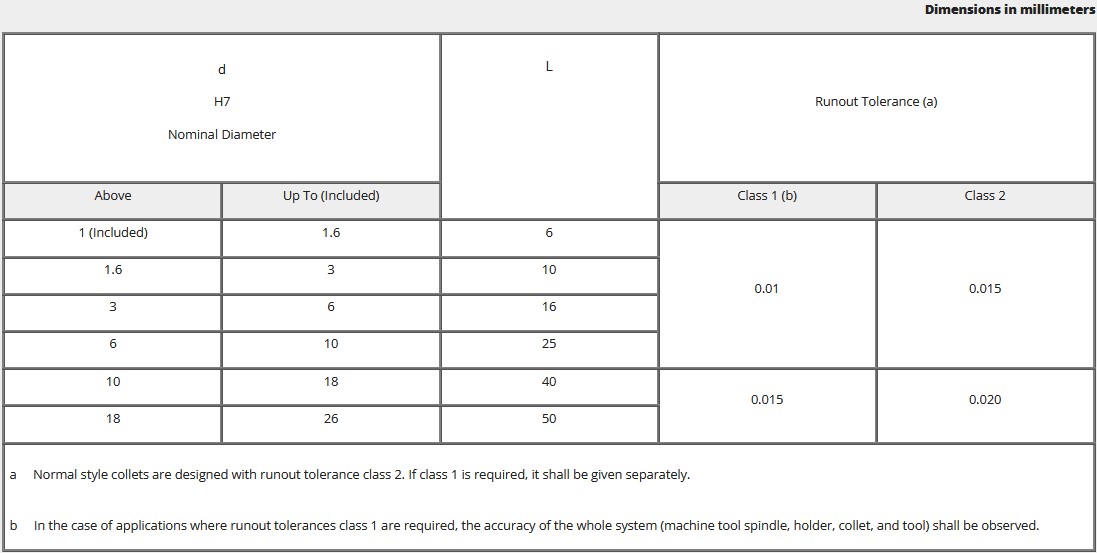
This International Standard also specifies collet runout tolerances. These tolerances are checked as is shown in the figure below, by the introduction of a test mandrel into the collet. The diameter of the test mandrel is the nominal diameter of the collet.
For the test mandrel, the following specifications apply:
a) diameter tolerance: h6;
b) cylindricity: 0.002mm;
c) parallelism: 0.002mm;
d) roundness: 0.002mm;
e) surface without longitudinal marks;
f) maximum surface roughness Rz = 4µm;
g) surface hardness: (58 +3/-0) HRC.