Collari ER
- Non è un segreto che gli utensili nella lavorazione meccanica influiscano sulla precisione, sull’efficienza e sulla produttività complessiva, che si tratti di operazioni di tornitura, alesatura o fresatura CNC. Haas Tooling offre una vasta gamma di soluzioni di utensili di alta qualità progettati per ottenere il massimo delle prestazioni e dell’affidabilità nella lavorazione.
- Da collari polivalenti a utensili di precisione specialistici, la nostra selezione aiuta le operazioni di lavorazione in settori come aerospaziale, automobilistico, medico e della produzione generale. Con Haas Tooling, i macchinisti possono ottenere con sicurezza risultati coerenti, accurati ed efficienti.
Collari ad alte prestazioni per lavorazioni di precisione
- I collari mantengono saldamente gli utensili da taglio durante le operazioni ad alta velocità, e quando non si possono avere battute d’arresto in produzione, solo i collari di qualità superiore sono la scelta giusta. Haas Tooling fornisce una selezione completa di collari per lavorazioni di precisione, assicurando risultati costanti e accurati, da lavoro a lavoro. I nostri collari includono tipi molto diffusi come il collare ER, ampiamente noto per la sua versatilità e la forza di serraggio. Che si tratti di eseguire fresatura ad alta velocità o lavori di finitura dettagliati, i collari Haas Tooling offrono prestazioni costanti.
- I nostri autocentranti portapinza ER offrono capacità di tenuta del portautensili accurate e affidabili, in modo che gli utensili da taglio rimangano stabili e sicuri durante le operazioni di lavorazione. Questi collari CNC sono l’ideale per varie applicazioni di lavorazione, dalla sgrossatura generale alle operazioni di finitura di precisione. Ci assicuriamo che ogni collare soddisfi rigidi standard di qualità, fornendo concentricità superiore e fuori corsa minimo per garantire risultati di lavorazione coerenti. Investendo in collari di alta qualità di Haas Tooling, potrai migliorare la precisione di lavorazione, ridurre l’usura dell’utensile ed estendere la durata dell’utensile.
Colletti di fresatura e soluzioni del portautensili
- I colletti di fresatura sono destinati in modo specifico alle operazioni in cui stabilità, precisione e durata sono imprescindibili. I colletti di fresatura Haas Tooling sono progettati con precisione per gestire le condizioni impegnative dei processi di fresatura, in modo che i tuoi utensili siano mantenuti in modo sicuro, anche sotto carichi di lavorazione pesanti. Questi collari sono disponibili in diverse dimensioni e configurazioni, per adattarsi a un’ampia gamma di utensili e consentire di cambiare rapidamente gli utensili.
- Oltre alle offerte standard di collari CNC, Haas Tooling fornisce soluzioni avanzate di portautensili, tra cui collari specifici per l’applicazione e sistemi di collari ER, progettati per semplificare la predisposizione e aumentare le prestazioni. Grazie alla gamma completa di utensili Haas Tooling, puoi affrontare con sicurezza le attività di lavorazione nel modo più efficiente e preciso possibile.
TOLLERANZA DI FUORI CORSA COLLARI ER
DIN ISO 15488 specifica le dimensioni, i materiali e i requisiti di fabbricazione, e la designazione dei collari (di forma A o di forma B) per gli utensili con codoli cilindrici e i relativi supporti e dadi. Tutti i collari ER Haas sono prodotti per soddisfare o superare questi requisiti.
- Forma A: da 6 a 8 scanalature.
- Forma B: da 12 a 16 scanalature.
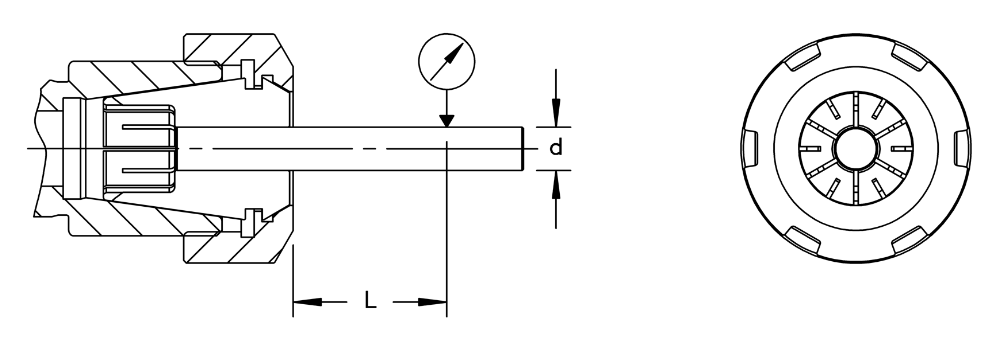
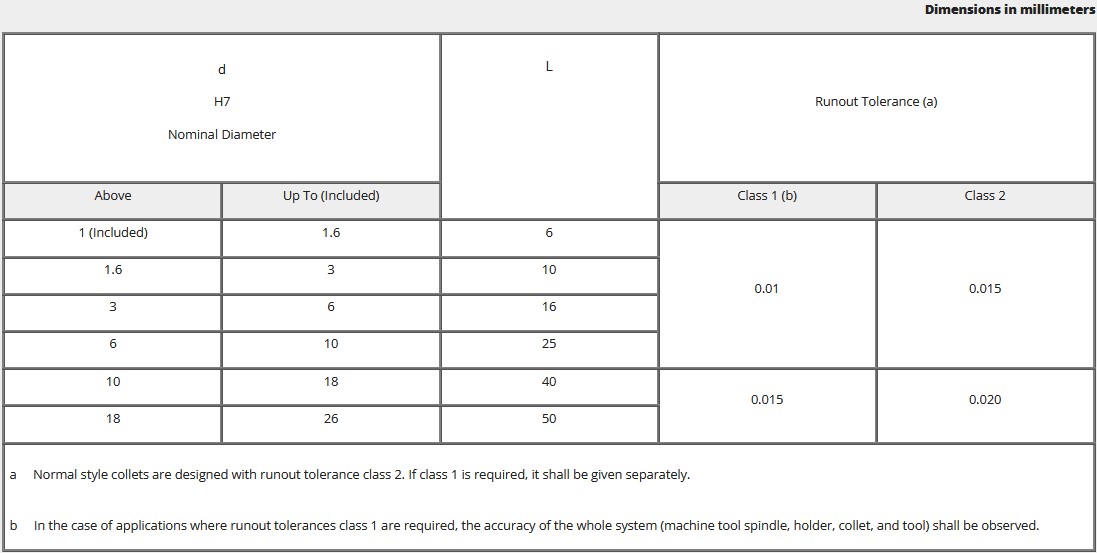
Questo standard internazionale specifica anche le tolleranze di fuori corsa del collare. Queste tolleranze vengono controllate come mostrato nella figura seguente, mediante l'introduzione di un mandrino di test nel collare. Il diametro del mandrino di test è il diametro nominale del collare.
Per il mandrino di prova, si applicano le seguenti specifiche:
a) tolleranza del diametro: h6;
b) cilindricità: 0,002 mm;
c) parallelismo: 0,002 mm;
d) arrotondamento: 0,002 mm;
e) superficie senza segni longitudinali;
f) rugosità superficiale massima Rz = 4 μm;
g) rigidezza della superficie: (58 +3/-0) HRC.
Collari autocentranti ER per codoli diritti - Indicazioni
I collari autocentranti ER per codoli diritti sono un metodo versatile e preciso per bloccare diversi strumenti con codolo tondo come punte di centratura, punte standard, maschi, alesatori e molto altro ancora. I nostri collari autocentranti per codoli diritti presentano coni per collari ER-8, 11, 16, 25, 32 o 40 per il bloccaggio dell’utensile. I codoli cilindrici sono dotati di un lato piatto e si installano in qualsiasi blocco per utensili con dimensioni adatte del foro e bloccaggio appropriato della vite di fissaggio, come i nostri blocchi per utensile BMT o BOT. È possibile utilizzare una boccola per ridurre le dimensioni del foro nel blocco dell’utensile se risulta essere più largo del codolo previsto per il collare autocentrante.
I collari autocentranti ER per codoli diritti possono anche essere usati come colletti di fresatura di prolunga se inseriti nei portautensili adatti per portautensili per frese.
- Elevata forza di fissaggio ed elevata coppia trasferibile
- Dimensioni: ER-8, 11, 16, 25, 32 o 40
- Codoli prodotti secondo la tolleranza H6
PANORAMICA DEI COLLARI AUTOCENTRANTI ER
Collari autocentranti ER – Caratteristiche
- Sistema autocentrante potente, alta precisione e funzionamento facile
- Lavorazione stabile e precisa ad alte velocità di rotazione
- Il design dei dadi con foro piccolo minimizza le interferenze con il pezzo da lavorare e velocizza l’operazione
- Possono essere usati vari dadi, a seconda dell’applicazione
- I collari a doppio cono hanno un’area di fissaggio più lunga per una coppia di serraggio eccellente
Portautensili codolo a cono cavo (HSK) - Vantaggi
- Cono a doppio contatto per rigidità e precisione elevate
- Portautensili più rigidi per utensili di lunga portata
- Performance aumentate per la profilatura 3D
- Prestazioni aumentate durante l’utilizzo di utensili da taglio piccoli
COPPIA DI SERRAGGIO POTENTE
- L’area di fissaggio più lunga del collare a doppio cono garantisce una maggiore forza di serraggio e una coppia trasferibile più potente
- Se si desidera una coppia di serraggio superiore utilizzare un dado per cuscinetti a sfera
MONTAGGIO E SMONTAGGIO FACILI
SPECIFICHE DI COPPIA DI SERRAGGIO DEL COLLARE ER STANDARD
Elementi essenziali dei collari ER. Lo sapevi?
Collari ad alesaggio diritto ER – Caratteristiche
NOTA: questi collari non presentano un intervallo di fissaggio. Utilizzare il collare più stretto disponibile per qualsiasi codolo dell’utensile, per fornire la massima area di contatto utensile-collare, riducendo al minimo il fuori corsa.
In caso di utensile da Ø12,2 mm, non usare un collare da Ø12–11 mm. Usare invece un collare da Ø12,5–11,5 mm. Per applicazioni generali di taglio, è possibile usare un collare da Ø13–12 mm.
- Possono essere utilizzati per supportare qualsiasi tipo di strumento con codolo tondo
- Flessibilità per bloccare un’ampia gamma di codoli dell’utensile
- Alta precisione e concentricità
ER8: 0,5 – 5 mm
0,012 – 0,187"
ER11: 0,5 – 8 mm
0,043 – 0,281"
ER16: 0,5 – 10 mm
0,043 – 0,375”
ER20: 0,5 – 12 mm
0,043 – 0,5”
ER25: 1 – 16mm
0,086 – 0,625”
ER32: 2 – 20mm
0,086 – 0,781”
ER40: 2 – 26mm
0,086 – 1”
Colletti di tenuta ER – Caratteristiche
NOTA: il foro del collare è del diametro esatto del codolo dell’utensile. Questi collari non presentano un intervallo di fissaggio.
- Adatti a tutti i portautensili del collare autocentrante Haas ER
- Assicurarsi che il 100% del refrigerante attraverso l'utensile/il mandrino raggiunga la punta dell'utensile da taglio
- Approvati per refrigerante ad alta pressione a 1.100 psi
- Le scanalature corte del collare posteriore forniscono una tenuta meccanica, bloccando il flusso del refrigerante
- Il design di tenuta meccanica è superiore ai colletti di tenuta in silicone/gomma
- Non richiedono un anello di liquido refrigerante o un dado ER speciale
- Per una corretta tenuta, l’intero codolo dell’utensile deve trovarsi nel collare e coprire tutte le sfacciature
Collari maschio ER – Caratteristiche
NOTA: il foro del collare è del diametro esatto del codolo dell’utensile. Questi collari non presentano un intervallo di fissaggio.
- L’alesaggio dei collari è del diametro esatto dell’utensile, con attacco quadro
- Il design speciale blocca i codoli di maschiatura a lato piatto nel collare
- Offre massima concentricità, con forza motrice positiva
- Riduce i requisiti del gioco di maschiatura
ER Collets
ER Straight-Bore Collets – Features
NOTE: These collets have a clamping range. Use the tightest collet available for any given tool shank, to provide the greatest tool-to-collet contact area while minimizing runout.
In the case of a Ø12.2 mm tool, do not use a Ø12–11 mm collet. Instead, use a Ø12.5–11.5 mm collet. For general cutting applications, a Ø13–12 mm collet is usable.
- Can be used to hold any type of round shank tool
- Flexibility to clamp a wide range of tool shanks
- High accuracy and concentricity
Clamping Range:
ER8: 0.5 – 5mm
0.012 – 0.187"
ER11: 0.5 – 8mm
0.043 – 0.281"
ER16: 0.5 – 10mm
0.043 – 0.375”
ER20: 0.5 – 12mm
0.043 – 0.5”
ER25: 1 – 16mm
0.086 – 0.625”
ER32: 2 – 20mm
0.086 – 0.781”
ER40: 2 – 26mm
0.086 – 1”
ER Sealed Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Fits all Haas ER collet chuck holders
- Ensures 100% of through-tool/spindle coolant gets to the tip of the cutting tool
- Approved for high-pressure coolant to 1100 psi
- Short rear collet slots provide a mechanical seal, blocking coolant flow
- Mechanical seal design is superior to silicone/rubber sealed collets
- Do not require a coolant ring or special ER nut
- To seal properly, the entire tool shank must be in the collet and cover all slots
ER Tap Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Collet bore is the exact tool diameter, with a square drive
- Special design locks flat-sided tap shanks into the collet
- Provides maximum concentricity, with positive driving force
- Reduces tapping clearance requirements
ER COLLETS RUNOUT TOLERANCE
DIN ISO 15488 specifies the dimensions, materials and manufacturing requirements, and designation of collets (of form A or of form B) for tools with cylindrical shanks and their corresponding holders and nuts. All Haas ER collets are manufactured to meet or exceed these requirements.
- Form A: 6 to 8 slots.
- Form B: 12 to 16 slots.
This International Standard also specifies collet runout tolerances. These tolerances are checked as is shown in the figure below, by the introduction of a test mandrel into the collet. The diameter of the test mandrel is the nominal diameter of the collet.
For the test mandrel, the following specifications apply:
a) diameter tolerance: h6;
b) cylindricity: 0.002mm;
c) parallelism: 0.002mm;
d) roundness: 0.002mm;
e) surface without longitudinal marks;
f) maximum surface roughness Rz = 4µm;
g) surface hardness: (58 +3/-0) HRC.
Collari autocentranti ER per codoli diritti - Indicazioni
I collari autocentranti ER per codoli diritti sono un metodo versatile e preciso per bloccare diversi strumenti con codolo tondo come punte di centratura, punte standard, maschi, alesatori e molto altro ancora. I nostri collari autocentranti per codoli diritti presentano coni per collari ER-8, 11, 16, 25, 32 o 40 per il bloccaggio dell’utensile. I codoli cilindrici sono dotati di un lato piatto e si installano in qualsiasi blocco per utensili con dimensioni adatte del foro e bloccaggio appropriato della vite di fissaggio, come i nostri blocchi per utensile BMT o BOT. È possibile utilizzare una boccola per ridurre le dimensioni del foro nel blocco dell’utensile se risulta essere più largo del codolo previsto per il collare autocentrante.
I collari autocentranti ER per codoli diritti possono anche essere usati come colletti di fresatura di prolunga se inseriti nei portautensili adatti per portautensili per frese.
- Elevata forza di fissaggio ed elevata coppia trasferibile
- Dimensioni: ER-8, 11, 16, 25, 32 o 40
- Codoli prodotti secondo la tolleranza H6
PANORAMICA DEI COLLARI AUTOCENTRANTI ER
Collari autocentranti ER – Caratteristiche
- Sistema autocentrante potente, alta precisione e funzionamento facile
- Lavorazione stabile e precisa ad alte velocità di rotazione
- Il design dei dadi con foro piccolo minimizza le interferenze con il pezzo da lavorare e velocizza l’operazione
- Possono essere usati vari dadi, a seconda dell’applicazione
- I collari a doppio cono hanno un’area di fissaggio più lunga per una coppia di serraggio eccellente
Portautensili codolo a cono cavo (HSK) - Vantaggi
- Cono a doppio contatto per rigidità e precisione elevate
- Portautensili più rigidi per utensili di lunga portata
- Performance aumentate per la profilatura 3D
- Prestazioni aumentate durante l’utilizzo di utensili da taglio piccoli
COPPIA DI SERRAGGIO POTENTE
- L’area di fissaggio più lunga del collare a doppio cono garantisce una maggiore forza di serraggio e una coppia trasferibile più potente
- Se si desidera una coppia di serraggio superiore utilizzare un dado per cuscinetti a sfera
MONTAGGIO E SMONTAGGIO FACILI
SPECIFICHE DI COPPIA DI SERRAGGIO DEL COLLARE ER STANDARD