Wkładki do toczenia CBN
CBN (Polikrystaliczny regularny azotek boru) to materiał do narzędzi tnących otrzymywany poprzez spiekanie regularnego azotku boru i specjalnego spoiwa ceramicznego pod bardzo wysokim ciśnieniem i w bardzo wysokiej temperaturze. Uzyskiwana substancja jest niemal tak twarda jak diament i zachowuje stabilność w wysokich temperaturach. Ta wyjątkowa twardość i odporność termiczna sprawia, że CBN to idealny materiał do narzędzi wykorzystywanych w szybkiej, precyzyjnej obróbce stali utwardzanej oraz żeliwa. Obróbka za pomocą narzędzi wykonanych z CBN zapewnia doskonałą jakość wykończenia powierzchni i może zastępować konwencjonalny proces szlifowania.
- Wyjątkowa twardość i odporność na zużycie zapewnia większą wydajność przy obróbce żeliwa i stopów poddanych obróbce cieplnej
- Tańsza alternatywa dla diamentowych narzędzi tnących
- Stabilność wymiarów pozwala ograniczyć odpady podczas intensywnej produkcji
- Doskonała jakość wykończenia powierzchni przy obróbce twardych materiałów
- Krawędź tnąca pozostaje nienaruszona w wysokich temperaturach i przy dużych siłach skrawania
- Wyjątkowa żywotność narzędzia w porównaniu do niepowlekanych płytek
Rodzaje płytek
Płytki typu C – romb 80°
Do obróbki zewnętrznej i planowania. Duży kąt końcówki zapewnia sztywność i dobrze nadaje się do obróbki zgrubnej. To najczęściej używana płytka.
Płytki typu D – romb 55°
Mniejszy kąt wierzchołka tej płytki jest bardziej wszechstronny do obróbki wykończeniowej i obróbki detali, ale krawędź tnąca jest mniej wytrzymała niż w przypadku innych geometrii.
Płytki typu T – trójkąt 60°
Do obróbki powierzchni wewnętrznych. Kąt 60° zapewnia średnią wytrzymałość krawędzi tnącej i umożliwia zarówno obróbkę zgrubną jak i wykończenie powierzchni wewnętrznych.
Płytki typu V – romb 35°
Mniejszy kąt wierzchołka tej płytki jest bardziej wszechstronny do wykończenia i obróbki detali, ale krawędź tnąca jest mniej wytrzymała niż w przypadku innych geometrii.
Płytki typu W – trygon 80°
Ta wkładka ma po 3 krawędzie tnące na każdej stronie. Kąt 80° zapewnia dużą wytrzymałość krawędzi tnącej przy obróbce zgrubnej, ale jej niewielka długość ogranicza głębokość skrawania.
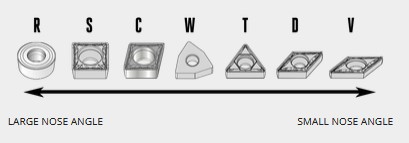
DUŻY KĄT KOŃCÓWKI
• Większa wytrzymałość krawędzi tnącej
• Większe siły skrawania
• Większe wibracje
• Szybsze posuwy
MAŁY KĄT KOŃCÓWKI
• Lepszy dostęp do detali powierzchni
• Mniejsze siły skrawania
• Słabsza krawędź tnąca
• Niższe wibracje
Typy zaciskania
* Do uchwytów z systemem multi-lock: Obrócić zawleczkę mimośrodową w lewo, aby nasadzić wkładkę, następnie obrócić zawleczkę mimośrodowo w prawo, aby docisnąć wkładkę do ścianki uchwytu. Zamknąć górny zacisk, aby zabezpieczyć płytkę.
M – system Multi-Lock*
• Do płytek z ujemnym kątem natarcia
• Sworzeń blokujący i górny zacisk zapewniają sztywność połączenia
• Można używać wielu różnych płytek
P – system blokady dźwigni
• Do płytek z ujemnym kątem natarcia
• Sworzeń blokujący i górny zacisk zapewniają sztywność połączenia
• Można używać wielu różnych płytek
S – system przykręcany
• Do płytek z dodatnim kątem natarcia
• Górny zacisk śrubowy dla wkładek typu screw-on
• Niezawodna kompaktowa konstrukcja
• Nie zakłóca wyrzutu wiórów
D – system podwójnego zacisku
• Do płytek z ujemnym kątem natarcia
• Mocny zacisk śrubowy obsługiwany jedną dźwignią
• Sprężyna umożliwia automatyczne zwalnianie zacisku
• Optymalizacja pod kątem wyrzutu wiórów
M – system Multi-Lock*
• Do płytek z ujemnym kątem natarcia
• Zawleczka mimośrodowa blokuje wkładkę w kierunku bocznym
• Górny zacisk dociska wkładkę do dołu
• Można używać wielu różnych płytek
S – system przykręcany
• Do płytek z dodatnim kątem natarcia
• Górny zacisk śrubowy dla wkładek typu screw-on
• Niezawodna kompaktowa konstrukcja
• Nie zakłóca wyrzutu wiórów