Frezy walcowo-czołowe ze stali szybkotnącej (HSS)
Haas M2 (HM2)
Frezy serii HM2 to frezy walcowo-czołoweze stali szybkotnącej (HSS) z 2 i 3 rowkami o cięciu środkowym są przeznaczone do obróbki aluminium i innych materiałów nieżelaznych. Stal szybkotnąca M2 zawierająca m.in. molibden i wolfram zapewnia wyjątkową odporność na zużycie i wytrzymałość.
Jasne/niepokryte powłoką wykończenie)
HEPM i HEHM
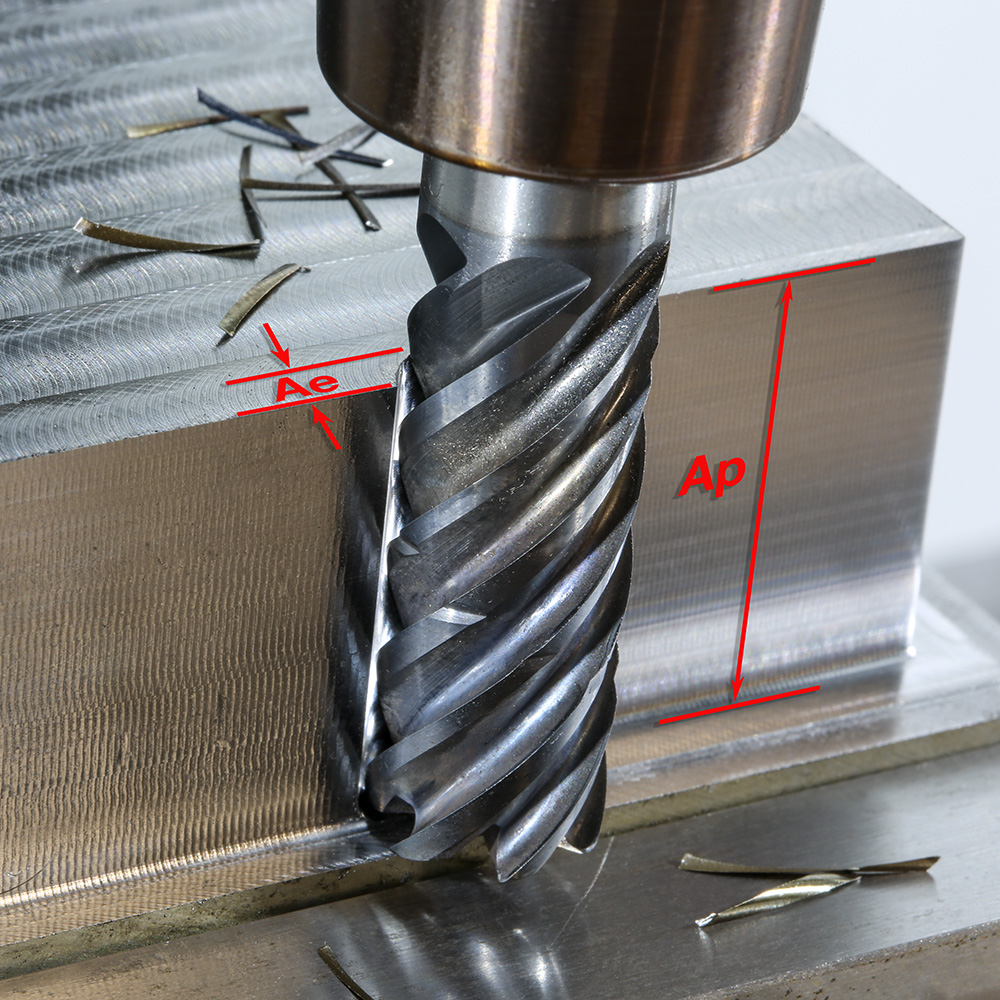
Rozdzielacze wiórów i frezy końcowe do obróbki zgrubnej
W przypadku obróbki zagłębień za pomocą frezów walcowo-czołowych typowym problemem jest blokowanie się wiórów wewnątrz otworu oraz trudności z ich usunięciem.
Mark przygląda się kilku typom frezów walcowo-czołowych, które tną wióry na mniejsze części. To znacznie ułatwia ich usuwanie z zagłębień i ogranicza ryzyko uszkodzenia frezu spowodowane nagromadzeniem wiórów.
Prostokąt
• Krawędzie o ostrym, prostokątnym profilu
• Kąt cięcia 90°
• Najpopularniejszy typ krawędzi
• Wykorzystywane do rowkowania, profilowania i obróbki wgłębnej
• Tworzy płaskie dno i kwadratowe narożniki
Fazka
• Krawędzie z fazowaniem 45°
• Ułatwia równomierny rozkład siły cięcia
• Zapobiega uszkodzeniu frezu
• Przedłuża trwałość krawędzi
• Tworzy płaskie dno i narożniki z lekkim fazowaniem
Promień
• Narożniki mają niewielki promień
• Ułatwia równomierny rozkład siły cięcia
• Zapobiega uszkodzeniu frezu
• Rozszerzony narożnik
• Tworzy płaskie dno i lekko zaokrąglone narożniki
2 rowki
Zalecane do materiałów nieżelaznych. Frezy walcowo-czołowe z dwoma rowkami od dawna stanowią standard w obróbce aluminium i innych stopów nieżelaznych, gdzie usuwanie wiórów ma istotne znaczenie dla efektywnego usuwania materiału. Duże bruzdy pomiędzy dwoma rowkami mieszczą większe wióry wytwarzane przy obróbce miększych materiałów z wysoką prędkością posuwu.
3 rowki
Zalecane do materiałów nieżelaznych. Mniejsza ilość rowków ułatwia usuwanie większych wiórów i umożliwia wykonywanie głębszych cięć. Idealne do obróbki zgrubnej i wykończeniowej aluminium.
4 rowki
Zalecane do materiałów żelaznych. Mniejsza ilość rowków zapewnia wydajniejsze usuwanie wiórów przy ogólnej obróbce zgrubnej oraz rowkowaniu. Idealne do stali, stali nierdzewnej i żeliwa.
5 rowków
Zalecane do materiałów żelaznych. Większa liczba rowków zwiększa wytrzymałość narzędzia, ale ogranicza głębokość cięcia. Idealny do wykończenia lub wysokowydajnego frezowania stali, stali nierdzewnej, żeliwa i twardszych materiałów.
6 rowków
Zalecane do materiałów żelaznych. Przy wielu rowkach rdzeń jest grubszy, co zwiększa wytrzymałość narzędzia i zmniejsza ugięcie, przy jednoczesnym zwiększeniu szybkości usuwania materiału. Idealne rozwiązanie do wysokowydajnego/szybkiego frezowania stali, stali nierdzewnej, żeliwa i stopów wysokotemperaturowych