Tuleje zaciskowe ER
- Jak wiadomo, oprzyrządowanie w obróbce skrawaniem wpływa na precyzję, wydajność i ogólną produktywność – niezależnie od tego, czy chodzi o operacje toczenia, wytaczania czy frezowania CNC. W firmie Haas Tooling oferujemy szeroki zakres wysokiej jakości rozwiązań narzędziowych zaprojektowanych tak, aby zapewnić jak największą wydajność i niezawodność obróbki.
- Od uniwersalnych tulei zaciskowych po specjalistyczne precyzyjne oprzyrządowanie – nasze narzędzia sprawdzają się w operacjach obróbki w różnych branżach, m.in. lotniczej, motoryzacyjnej, medycznej i produkcyjnej. Dzięki Haas Tooling operatorzy obrabiarek mogą liczyć na większą wydajność oraz powtarzalne i precyzyjne rezultaty.
Wysokowydajne tuleje zaciskowe do precyzyjnej obróbki
- Tuleje zaciskowe bezpiecznie trzymają narzędzia tnące podczas operacji skrawania z dużą prędkością – więc gdy w Twojej branży liczy się niezawodna jakość, możesz na nią liczyć, korzystając wyłącznie z najlepszych tulei zaciskowych. Haas Tooling zapewnia kompleksowy wybór tulei zaciskowych do precyzyjnej obróbki, zapewniających powtarzalne i precyzyjne rezultaty, niezależnie od zadania. Nasz asortyment tulei zaciskowych obejmuje popularne typy, takie jak tuleje zaciskowe ER, znane powszechnie z ich wszechstronności i siły chwytu. Niezależnie od tego, czy wykonujesz szybką obróbkę frezarską, czy precyzyjne operacje wykończeniowe, korzystając z tulei zaciskowych Haas Tooling możesz liczyć na niezmienną wydajność.
- Nasze uchwyty na tulejki zaciskowe ER zapewniają dokładne i niezawodne możliwości mocowania narzędzi, dzięki czemu narzędzia skrawające zachowują stabilność i bezpieczeństwo podczas obróbki. Oferowane tuleje zaciskowe CNC sprawdzają się idealnie w różnych zastosowaniach, od ogólnej obróbki zgrubnej po precyzyjne wykańczanie. Każda tuleja zaciskowa spełnia rygorystyczne normy jakości, zapewniając koncentryczność i minimalne bicie, co jest kluczowe, jeśli chodzi o uzyskanie powtarzalnych rezultatów obróbki. Inwestując w wysokiej jakości tuleje zaciskowe Haas Tooling, można poprawić dokładność obróbki, zmniejszyć zużycie narzędzi i wydłużyć żywotność narzędzia.
Tuleje zaciskowe do frezarek oraz uchwyty narzędziowe
- Tuleje zaciskowe do frezarek znajdują zastosowanie w operacjach, w których bezwzględnie liczy się stabilność, dokładność i żywotność. Tuleje zaciskowe do frezarek Haas Tooling są precyzyjnie zaprojektowane pod kątem wymagających warunków procesu obróbki, dlatego zapewniają bezpieczny chwyt, nawet pod dużym obciążeniem. Tuleje zaciskowe są dostępne w wielu rozmiarach i konfiguracjach, przystosowanych do szerokiego zakresu oprzyrządowania i umożliwiają szybką wymianę narzędzi.
- Oprócz standardowej oferty tulei zaciskowych CNC, Haas Tooling zapewnia zaawansowane rozwiązania oprawek narzędziowych, w tym tuleje zaciskowe specyficzne dla danego zastosowania i systemy tulei zaciskowych ER, zaprojektowane z myślą o uproszczeniu ustawiania i większej wydajności. Kompleksowe zestawy narzędzi Haas Tooling umożliwiają niezawodną obróbkę z zachowaniem wysokiej wydajności i wymaganej precyzji.
TOLERANCJE BICIA TULEI ZACISKOWYCH ER
Norma DIN ISO 15488 określa wymiary, materiały i wymagania produkcyjne oraz oznaczenie tulei zaciskowych (forma A lub forma B) dla narzędzi z uchwytami cylindrycznymi oraz odpowiadającymi im uchwytami i nakrętkami. Wszystkie tuleje zaciskowe Haas ER są produkowane z zachowaniem tych parametrów lub je przewyższają.
- Forma A: 6-8 rowków.
- Forma B: 12-16 rowków.
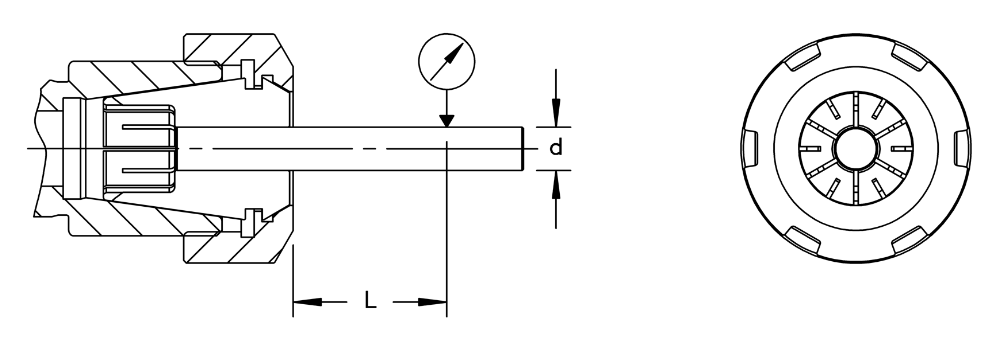
Ten międzynarodowy standard określa również tolerancje bicia tulei zaciskowych. Tolerancje te sprawdza się w sposób pokazany na poniższej ilustracji, poprzez wprowadzenie trzpienia testowego do tulei zaciskowej. Średnica trzpienia testowego jest nominalną średnicą tulei zaciskowej.
W przypadku trzpienia testowego zastosowanie mają następujące specyfikacje:
a) tolerancja średnicy: h6;
b) cylindryczność: 0,002 mm;
c) równoległość: 0,002 mm;
d) zaokrąglenie: 0,002 mm;
e) powierzchnia bez oznaczeń wzdłużnych;
f) maksymalna chropowatość powierzchni Rz = 4 μm;
g) twardość powierzchni: (58 +3/-0) HRC.
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem – wytyczne
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem to wszechstronne i precyzyjne rozwiązanie w zakresie mocowania wielu narzędzi z okrągłym trzonkiem, m.in. wierteł precyzyjnych, standardowych wierteł, gwintowników i rozwiertaków. Nasze uchwyty na tulejki zaciskowe z prostym trzonkiem są do nabycia w wersjach ze stożkami tulejki ER-8, 11, 16, 25, 32 lub 40 do zaciskania narzędzi. Trzonki cylindryczne mają pojedyncze spłaszczenie i mogą być instalowane w dowolnym bloku oprzyrządowania o odpowiednim rozmiarze otworu, wyposażonym w zacisk ze śrubą ustalającą, m.in. BOT lub BMT. Do zmniejszenia otworu w bloku oprzyrządowania można użyć tulei redukcyjnej, jeśli jest większa niż trzonek uchwytu na tulejkę zaciskową.
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem mogą być używane również jako przedłużone frezarskie tuleje zaciskowe, zaciskając je w odpowiedniej oprawce narzędziowej do frezów walcowo-czołowych.
- Duża siła zacisku i wysoki przenoszony moment obrotowy
- Rozmiary: ER-8, 11, 16, 25, 32 lub 40
- Trzonki wyprodukowane zgodnie z tolerancją H6
UCHWYTY NA TULEJKI ZACISKOWE ER – PRZEGLĄD
Uchwyty na tulejki zaciskowe ER – właściwości
- Silny uchwyt, wysoka precyzja i łatwa obsługa
- Stabilna, precyzyjna obróbka przy dużych prędkościach obrotowych
- Nakrętka z małym otworem minimalizuje interferencje z obrabianym przedmiotem i przyspiesza pracę
- Można stosować różne nakrętki, w zależności od zastosowania
- Dwustożkowe tuleje zaciskowe mają dłuższy obszar mocowania, zapewniający doskonały moment chwytający
Oprawka narzędziowa ze stożkiem drążonym (HSK) – korzyści
- Dwustykowy uchwyt stożkowy zapewniający wysoką sztywność i dokładność
- Bardziej stabilne oprawki narzędziowe do narzędzi o dalekim zasięgu
- Zwiększona wydajność profilowania 3D
- Zwiększona wydajność podczas przy pracy z małymi narzędziami tnącymi
WYSOKI MOMENT CHWYTAJĄCY
- Dłuższy obszar mocowania dwustożkowych tulei zaciskowych zapewnia lepszą siłę chwytu i większy przenoszony moment obrotowy
- Moment chwytający można zwiększyć jeszcze bardziej stosując nakrętkę łożyska kulkowego
ŁATWY MONTAŻ I DEMONTAŻ
STANDARDOWE SPECYFIKACJE MOMENTU OBROTOWEGO TULEI ZACISKOWYCH ER
Podstawy tulei zaciskowych ER. Czy wiesz, że…
Tuleje zaciskowe ER z prostym otworem – cechy produktu:
UWAGA: Te tuleje zaciskowe mają zakres zacisku. Używaj najciaśniejszych tulei zaciskowych dostępnych dla każdego chwytu narzędzia, aby zapewnić najlepszy obszar styku narzędzia z tuleją zaciskową przy jednoczesnym minimalizowaniu bicia.
W przypadku narzędzi o średnicy Ø12,2 mm nie należy używać tulei zaciskowych o średnicy Ø12–11 mm. Zastosować tuleję zaciskową o średnicy Ø12,5–11,5 mm. Do ogólnej obróbki można stosować tuleję zaciskową o średnicy Ø13–12 mm.
- Może być używana do utrzymywania dowolnego typu narzędzia z okrągłym trzonkiem
- Elastyczne możliwości zacisku różnych chwytów narzędzia
- Wysoka dokładność i koncentryczność
ER8: 0,5-5 mm
0,012 – 0,187"
ER11: 0,5-8 mm
0,043-0,281"
ER16: 0,5-10 mm
0,043 – 0,375”
ER20: 0,5-12 mm
0,043 – 0,5”
ER25: 1-16 mm
0,086 – 0,625”
ER32: 2-20 mm
0,086 – 0,781”
ER40: 2-26 mm
0,086 – 1”
Uszczelniane tuleje zaciskowe ER – cechy produktu:
UWAGA: Średnica otworu tulei jest równa średnicy trzonka narzędzia. te tuleje nie mają zakresu zacisku.
Tuleje zaciskowe do gwintowników ER – cechy produktu:
UWAGA: Średnica otworu tulei jest równa średnicy trzonka narzędzia. te tuleje nie mają zakresu zacisku.
ER Collets
ER Straight-Bore Collets – Features
NOTE: These collets have a clamping range. Use the tightest collet available for any given tool shank, to provide the greatest tool-to-collet contact area while minimizing runout.
In the case of a Ø12.2 mm tool, do not use a Ø12–11 mm collet. Instead, use a Ø12.5–11.5 mm collet. For general cutting applications, a Ø13–12 mm collet is usable.
- Can be used to hold any type of round shank tool
- Flexibility to clamp a wide range of tool shanks
- High accuracy and concentricity
Clamping Range:
ER8: 0.5 – 5mm
0.012 – 0.187"
ER11: 0.5 – 8mm
0.043 – 0.281"
ER16: 0.5 – 10mm
0.043 – 0.375”
ER20: 0.5 – 12mm
0.043 – 0.5”
ER25: 1 – 16mm
0.086 – 0.625”
ER32: 2 – 20mm
0.086 – 0.781”
ER40: 2 – 26mm
0.086 – 1”
ER Sealed Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Fits all Haas ER collet chuck holders
- Ensures 100% of through-tool/spindle coolant gets to the tip of the cutting tool
- Approved for high-pressure coolant to 1100 psi
- Short rear collet slots provide a mechanical seal, blocking coolant flow
- Mechanical seal design is superior to silicone/rubber sealed collets
- Do not require a coolant ring or special ER nut
- To seal properly, the entire tool shank must be in the collet and cover all slots
ER Tap Collets – Features
NOTE: Collet bore is the exact diameter of the tool shank. These collets have no clamping range.
- Collet bore is the exact tool diameter, with a square drive
- Special design locks flat-sided tap shanks into the collet
- Provides maximum concentricity, with positive driving force
- Reduces tapping clearance requirements
ER COLLETS RUNOUT TOLERANCE
DIN ISO 15488 specifies the dimensions, materials and manufacturing requirements, and designation of collets (of form A or of form B) for tools with cylindrical shanks and their corresponding holders and nuts. All Haas ER collets are manufactured to meet or exceed these requirements.
- Form A: 6 to 8 slots.
- Form B: 12 to 16 slots.
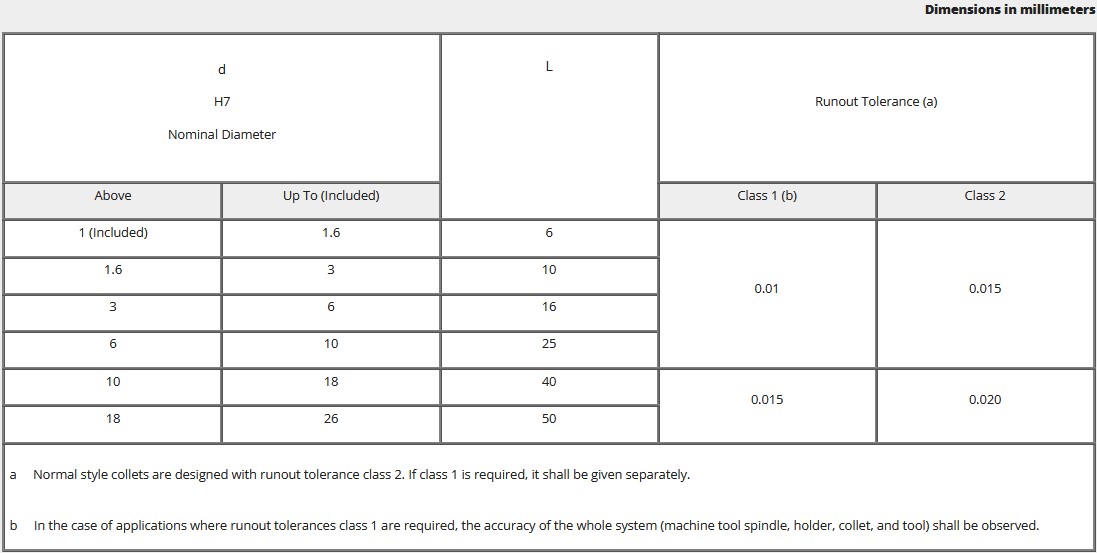
This International Standard also specifies collet runout tolerances. These tolerances are checked as is shown in the figure below, by the introduction of a test mandrel into the collet. The diameter of the test mandrel is the nominal diameter of the collet.
For the test mandrel, the following specifications apply:
a) diameter tolerance: h6;
b) cylindricity: 0.002mm;
c) parallelism: 0.002mm;
d) roundness: 0.002mm;
e) surface without longitudinal marks;
f) maximum surface roughness Rz = 4µm;
g) surface hardness: (58 +3/-0) HRC.
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem – wytyczne
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem to wszechstronne i precyzyjne rozwiązanie w zakresie mocowania wielu narzędzi z okrągłym trzonkiem, m.in. wierteł precyzyjnych, standardowych wierteł, gwintowników i rozwiertaków. Nasze uchwyty na tulejki zaciskowe z prostym trzonkiem są do nabycia w wersjach ze stożkami tulejki ER-8, 11, 16, 25, 32 lub 40 do zaciskania narzędzi. Trzonki cylindryczne mają pojedyncze spłaszczenie i mogą być instalowane w dowolnym bloku oprzyrządowania o odpowiednim rozmiarze otworu, wyposażonym w zacisk ze śrubą ustalającą, m.in. BOT lub BMT. Do zmniejszenia otworu w bloku oprzyrządowania można użyć tulei redukcyjnej, jeśli jest większa niż trzonek uchwytu na tulejkę zaciskową.
Uchwyty na tulejki zaciskowe ER z prostym trzonkiem mogą być używane również jako przedłużone frezarskie tuleje zaciskowe, zaciskając je w odpowiedniej oprawce narzędziowej do frezów walcowo-czołowych.
- Duża siła zacisku i wysoki przenoszony moment obrotowy
- Rozmiary: ER-8, 11, 16, 25, 32 lub 40
- Trzonki wyprodukowane zgodnie z tolerancją H6
UCHWYTY NA TULEJKI ZACISKOWE ER – PRZEGLĄD
Uchwyty na tulejki zaciskowe ER – właściwości
- Silny uchwyt, wysoka precyzja i łatwa obsługa
- Stabilna, precyzyjna obróbka przy dużych prędkościach obrotowych
- Nakrętka z małym otworem minimalizuje interferencje z obrabianym przedmiotem i przyspiesza pracę
- Można stosować różne nakrętki, w zależności od zastosowania
- Dwustożkowe tuleje zaciskowe mają dłuższy obszar mocowania, zapewniający doskonały moment chwytający
Oprawka narzędziowa ze stożkiem drążonym (HSK) – korzyści
- Dwustykowy uchwyt stożkowy zapewniający wysoką sztywność i dokładność
- Bardziej stabilne oprawki narzędziowe do narzędzi o dalekim zasięgu
- Zwiększona wydajność profilowania 3D
- Zwiększona wydajność podczas przy pracy z małymi narzędziami tnącymi
WYSOKI MOMENT CHWYTAJĄCY
- Dłuższy obszar mocowania dwustożkowych tulei zaciskowych zapewnia lepszą siłę chwytu i większy przenoszony moment obrotowy
- Moment chwytający można zwiększyć jeszcze bardziej stosując nakrętkę łożyska kulkowego
ŁATWY MONTAŻ I DEMONTAŻ
STANDARDOWE SPECYFIKACJE MOMENTU OBROTOWEGO TULEI ZACISKOWYCH ER